Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Take your shop to the next level. See Promotions
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

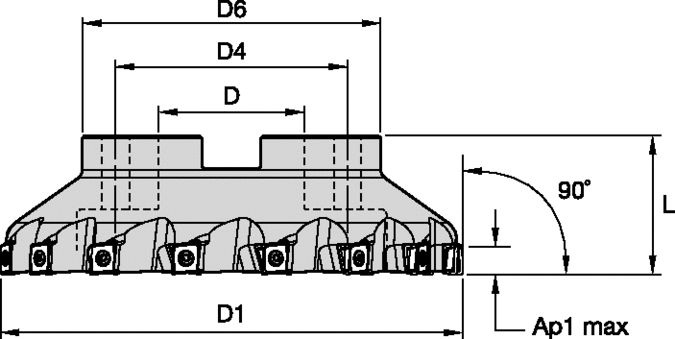
Mill 4-12KT™ • Shell Mill • Inch
Shoulder milling cutter for steel and cast iron
Features and benefits
- Fine, coarse, and medium pitch cutters.
- Advanced insert/pocket interface ensures stability and consistent performance in difficult applications.
- Up to 15% lower power consumption.
- Easy insert indexing through screw clamping.
Insert Selection Guide
| Mill 4™-12KT • Insert Selection Guide | ||||||
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1-P2 | .E..GE | KC522M | .E..PU | KCPM40 | .E..HD | KCPM40 |
| P3-P4 | .E..GE | KC522M | .E..PU | KCPM40 | .E..HD | KCPM40 |
| P5-P6 | .E..GE | KC522M | .E..PU | KC725M | .E..HD | KCPK30 |
| M1-M2 | .E..GE | KC522M | .E..PU | KCSM40 | .E..HD | KCPM40 |
| M3 | .E..GE | KC522M | .E..GE | KCSM40 | .E..HD | KCPM40 |
| K1-K2 | .E..GE | KCK15 | .E..PU | KCK20B | .E..HD | KCK15 |
| K3 | .E..GE | KCK20B | .E..PU | KCK20B | .E..HD | KCK20B |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | .E..GE | KC522M | .E..PU | KCSM40 | – | – |
| S3 | .E..GE | KC522M | .E..GE | KCSM40 | – | – |
| S4 | .E..GE | KC522M | .E..GE | KCSM40 | – | – |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [mm]
| Mill 4™-12KT • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GE | 0,12 | 0,33 | 0,09 | 0,25 | 0,08 | 0,22 | 0,07 | 0,2 | 0,07 | 0,2 | |||||
| .E..PU | 0,12 | 0,35 | 0,45 | 0,09 | 0,3 | 0,4 | 0,08 | 0,25 | 0,35 | 0,07 | 0,2 | 0,33 | 0,07 | 0,2 | 0,3 |
| .E..HD | 0,12 | 0,35 | 0,55 | 0,09 | 0,3 | 0,44 | 0,08 | 0,25 | 0,38 | 0,07 | 0,2 | 0,36 | 0,07 | 0,2 | 0,35 |
| L = Hafif işleme; M = Orta işleme; H = Ağır işleme NOT: Başlangıç ilerleme oranı olarak "hafif işleme" değerleri kullanılır. | |||||||||||||||
Recommended Starting Feeds [IPT]
| Mill 4™-12KT • Recommended Starting Feeds [IPT] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GE | 0.005 | 0.013 | 0.004 | 0.01 | 0.003 | 0.009 | 0.003 | 0.008 | 0.003 | 0.008 | |||||
| .E..PU | 0.005 | 0.014 | 0.018 | 0.004 | 0.012 | 0.016 | 0.003 | 0.01 | 0.014 | 0.003 | 0.008 | 0.013 | 0.003 | 0.008 | 0.012 |
| .E..HD | 0.005 | 0.014 | 0.022 | 0.004 | 0.012 | 0.017 | 0.003 | 0.01 | 0.015 | 0.003 | 0.008 | 0.014 | 0.003 | 0.008 | 0.014 |
| L = Hafif işleme; M = Orta işleme; H = Ağır işleme NOT: Başlangıç ilerleme oranı olarak "hafif işleme" değerleri kullanılır. | |||||||||||||||
Recommended Starting Speeds [m/min]
| Mill 4™-12KT • Recommended Starting Speeds [m/min] | ||||||||||||||||||||||
| Kalite | KC522M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM40 | KC725M | |||||||||||||||
| Talaş kalınlığı hex mm | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | ||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | 1085 | 935 | 885 | – | – | – | – | – | – | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1150 | 1050 | 985 | 855 | 755 | 705 |
| 2 | 900 | 785 | 655 | – | – | – | – | – | – | 920 | 835 | 755 | 820 | 705 | 590 | 985 | 885 | 720 | 720 | 625 | 525 | |
| 3 | 835 | 705 | 575 | – | – | – | – | – | – | 835 | 755 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 655 | 560 | 460 | |
| 4 | 740 | 605 | 490 | – | – | – | – | – | – | 625 | 575 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 590 | 490 | 395 | |
| 5 | 605 | 560 | 490 | – | – | – | – | – | – | 855 | 755 | 690 | 560 | 510 | 445 | 655 | 590 | 525 | 490 | 445 | 395 | |
| 6 | 540 | 410 | 330 | – | – | – | – | – | – | 525 | 445 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 425 | 330 | 260 | |
| M | 1 | 675 | 590 | 540 | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 855 | 625 | 375 | 560 | 490 | 445 |
| 2 | 605 | 525 | 425 | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 755 | 560 | 345 | 510 | 425 | 360 | |
| 3 | 460 | 395 | 310 | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 625 | 460 | 280 | 375 | 330 | 260 | |
| K | 1 | 755 | 675 | 605 | 1380 | 1250 | 1115 | 1180 | 950 | 8 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | 1100 | 970 | 900 | 920 | 755 | 640 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | 920 | 820 | 755 | 690 | 575 | 525 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 195 | 150 | 80 | 115 | 100 | 80 |
| 2 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 115 | 100 | 80 | |
| 3 | 165 | 130 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 95 | 215 | 150 | 100 | 150 | 115 | 80 | |
| 4 | 165 | 150 | 115 | – | – | – | – | – | – | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 165 | 150 | 100 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Önerilen başlangıç hızları kalın yazı tipi ile verilmiştir. Ortalama talaş kalınlığı arttıkça hız azaltılmalıdır. P, M, K ve H malzeme grupları kuru işleme için önerilen başlangıç hızlarını göstermektedir. Islak işleme için hız %20 azaltılır. N ve S malzeme grupları ıslak işleme için önerilen başlangıç hızlarını gösterir. Kuru işleme için önerilmez. | ||||||||||||||||||||||
Recommended Starting Speeds [SFM]
| Mill 4™-12KT • Recommended Starting Speeds [SFM] | ||||||||||||||||||||||
| Kalite | KC522M | KCK15 | KCK20B | KCPK30 | KCPM40 | KCSM40 | KC725M | |||||||||||||||
| Chip Thickness hex Inch | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | ||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | 1085 | 935 | 885 | – | – | – | – | – | – | 1495 | 1295 | 1215 | 970 | 855 | 805 | 1150 | 1050 | 985 | 855 | 755 | 705 |
| 2 | 900 | 785 | 655 | – | – | – | – | – | – | 920 | 835 | 755 | 820 | 705 | 590 | 985 | 885 | 720 | 720 | 625 | 525 | |
| 3 | 835 | 705 | 575 | – | – | – | – | – | – | 835 | 755 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 655 | 560 | 460 | |
| 4 | 740 | 605 | 490 | – | – | – | – | – | – | 625 | 575 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 590 | 490 | 395 | |
| 5 | 605 | 560 | 490 | – | – | – | – | – | – | 855 | 755 | 690 | 560 | 510 | 445 | 655 | 590 | 525 | 490 | 445 | 395 | |
| 6 | 540 | 410 | 330 | – | – | – | – | – | – | 525 | 445 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 425 | 330 | 260 | |
| M | 1 | 675 | 590 | 540 | – | – | – | – | – | – | 675 | 605 | 510 | 640 | 560 | 510 | 855 | 625 | 375 | 560 | 490 | 445 |
| 2 | 605 | 525 | 425 | – | – | – | – | – | – | 605 | 525 | 460 | 575 | 490 | 410 | 755 | 560 | 345 | 510 | 425 | 360 | |
| 3 | 460 | 395 | 310 | – | – | – | – | – | – | 475 | 425 | 375 | 425 | 375 | 295 | 625 | 460 | 280 | 375 | 330 | 260 | |
| K | 1 | 755 | 675 | 605 | 1380 | 1265 | 1115 | 1180 | 950 | 805 | 970 | 870 | 785 | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | 1100 | 970 | 900 | 920 | 755 | 640 | 770 | 690 | 625 | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | 920 | 820 | 755 | 690 | 575 | 460 | 640 | 575 | 525 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 195 | 150 | 80 | 115 | 100 | 80 |
| 2 | 130 | 115 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 115 | 100 | 80 | |
| 3 | 165 | 130 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 150 | 115 | 80 | |
| 4 | 165 | 150 | 115 | – | – | – | – | – | – | 165 | 150 | 115 | 180 | 165 | 115 | 245 | 195 | 130 | 165 | 150 | 100 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||