Mill 4-15™ • End Mill • Cylindrical Shank • Inch




 Planeado
Planeado Ranurado: Placa cuadrada
Ranurado: Placa cuadrada Fresado lateral/Fresado en escuadra: Placa cuadrada
Fresado lateral/Fresado en escuadra: Placa cuadrada Mango — Liso cilíndrico
Mango — Liso cilíndrico Fresado — Con refrigeración interna
Fresado — Con refrigeración interna| Guía para la selección de plaquitas | ||||||
| Grupo de materiales | Mecanizado ligero | Aplicaciones generales | Mecanizado intensivo | |||
| – | (Geometría ligera) | – | (Geometría fuerte) | |||
| – | resistencia |  | tenacidad | |||
| – | Geometría | Calidad | Geometría | Calidad | Geometría | Calidad |
| P1-P2 | .E..GE | KCPM40 | .S..GE | KCPM40 | .S..GEM | KCPM40 |
| P3-P4 | .E..GE | KCPM40 | .S..GE | KCPK30 | .S..GEM | KCPK30 |
| P5-P5 | .E..GE | KC725M | .S..GE | KC725M | .S..GEM | KCPK30 |
| M1-M2 | .E..GE | KCSM40 | .S..GE | KCSM40 | .S..GEM | KCPM40 |
| M3 | .E..GE | KCPM40 | .S..GE | KCPM40 | .S..GEM | KCPM40 |
| K1-K2 | .S..GE | KCK20B | .S..GE | KCK15 | .S..GEM | KCK20B |
| K3 | .S..GE | KCK20B | .S..GE | KCK15 | .S..GEM | KCK20B |
| N1-N2 | .E..GEJ | KC422M | .E..GEJ | KC422M | .E..GEJ | KC422M |
| N3 | .E..GEJ | KC422M | .E..GEJ | KC422M | .E..GEJ | KC422M |
| S1-S2 | .E..GE | KC725M | .S..GE | KC725M | .S..GE | KC725M |
| S3 | .E..GE | KCSM40 | .S..GE | KCSM40 | .S..GE | KCSM40 |
| S4 | .E..GE | KCSM40 | .S..GE | KCSM40 | .S..GE | KCSM40 |
| H1 | – | – | – | – | – | – |
| Avances iniciales recomendados [IPT] | |||||||||||||||
| Geometría de plaquita | Avance inicial recomendado por diente (Fz) en relación con % de contacto radial (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GEJ | 0,12 | 0,47 | 0,84 | 0,08 | 0,34 | 0,60 | 0,06 | 0,26 | 0,45 | 0,06 | 0,22 | 0,39 | 0,05 | 0,20 | 0,36 |
| .E..GE | 0,23 | 0,54 | 0,93 | 0,17 | 0,39 | 0,67 | 0,13 | 0,29 | 0,50 | 0,11 | 0,25 | 0,44 | 0,10 | 0,23 | 0,40 |
| .S..GE | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| .S..GER | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| .S..GEM | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 4-15™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Geometría de plaquita | Avance inicial recomendado por diente (Fz) en relación con % de contacto radial (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GEJ | 0.005 | 0.019 | 0.034 | 0.003 | 0.014 | 0.024 | 0.003 | 0.010 | 0.018 | 0.002 | 0.009 | 0.016 | 0.002 | 0.008 | 0.014 |
| .E..GE | 0.009 | 0.020 | 0.035 | 0.007 | 0.015 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.009 | 0.016 | 0.004 | 0.009 | 0.015 |
| .S..GE | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| .S..GER | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| .S..GEM | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 4-15™ • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Calidad | KCPM20 | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Grosor de viruta hex mm | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | |||||||||||
| Grupo de materiales | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | |
| P | 1 | 550 | 485 | 450 | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| 2 | 340 | 310 | 275 | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 | |
| 3 | 310 | 275 | 255 | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 | |
| 4 | 230 | 215 | 190 | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 | |
| 5 | 275 | 250 | 230 | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 | |
| 6 | 190 | 170 | 145 | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 | |
| M | 1 | 225 | 200 | 175 | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| 2 | 205 | 175 | 160 | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 | |
| 3 | 160 | 145 | 125 | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 | |
| K | 1 | 360 | 325 | 295 | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – |
| 2 | 285 | 255 | 235 | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | |
| 3 | 240 | 215 | 200 | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 | |
| 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 | |
| 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 | |
| H | 1 | 140 | 115 | 95 | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| NOTA: las MEJORES velocidades iniciales están en negrita. A medida que el grosor medio de viruta aumenta, la velocidad debería reducirse. | |||||||||||||||||||||||||||||||
| Mill 4-15™ • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Calidad | KCPM20 | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Chip Thickness hex Inch | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | Mín | Máx. | |||||||||||
| Grupo de materiales | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | Máx. | Inicio | Mín | |
| P | 1 | 1805 | 1590 | 1475 | – | – | – | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | – | – | – | 970 | 855 | 805 | 1215 | 1050 | 985 | 1150 | 1050 | 985 |
| 2 | 1115 | 1015 | 900 | – | – | – | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | – | – | – | 820 | 705 | 590 | 1000 | 885 | 720 | 985 | 885 | 720 | |
| 3 | 1015 | 900 | 835 | – | – | – | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | – | – | – | 755 | 640 | 525 | 935 | 785 | 640 | 920 | 785 | 640 | |
| 4 | 755 | 705 | 625 | – | – | – | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | – | – | – | 675 | 560 | 445 | 820 | 675 | 540 | 785 | 675 | 540 | |
| 5 | 900 | 820 | 755 | – | – | – | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | – | – | – | 560 | 510 | 445 | 675 | 625 | 540 | 655 | 590 | 525 | |
| 6 | 625 | 560 | 475 | – | – | – | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | – | – | – | 490 | 375 | 295 | 605 | 460 | 360 | 590 | 460 | 330 | |
| M | 1 | 740 | 655 | 575 | – | – | – | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 740 | 590 | 560 | 855 | 690 | 605 |
| 2 | 670 | 575 | 525 | – | – | – | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 675 | 525 | 445 | 770 | 590 | 475 | |
| 3 | 525 | 475 | 410 | – | – | – | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 510 | 410 | 310 | 575 | 475 | 360 | |
| K | 1 | 1180 | 1065 | 970 | – | – | – | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – | – | – | – |
| 2 | 935 | 835 | 770 | – | – | – | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | – | – | – | |
| 3 | 785 | 705 | 655 | – | – | – | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | 2100 | 1870 | 1725 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 165 | 130 | 80 |
| 2 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 180 | 130 | 80 | |
| 3 | – | – | – | – | – | – | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 180 | 150 | 100 | 215 | 150 | 100 | |
| 4 | – | – | – | – | – | – | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 195 | 180 | 130 | 245 | 195 | 130 | |
| H | 1 | 460 | 375 | 310 | – | – | – | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 445 | 330 | 245 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
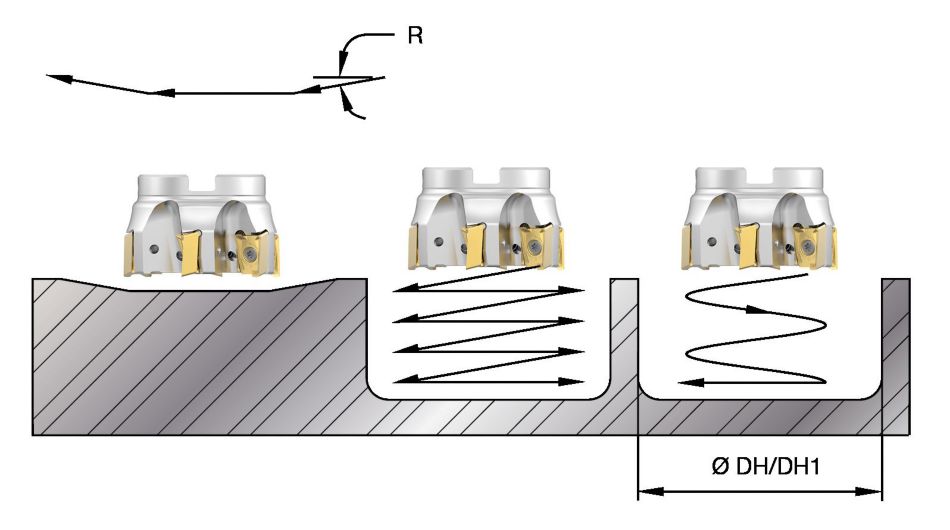 | ||||
| Mill 4-15™ • Ramping Appplication Data • SGE-R Geometry Insert [mm] | ||||
| diámetro de fresa | máx. ángulo rampa [R] | DH min [mm] - (min hole diameter) | DH mín (diámetro de agujero mín.) | DHI mín (diámertro de agujero mín. en fondo plano) |
| 25 | 2,63° | 44,77 | 50 | 47,16 |
| 32 | 2,38° | 58,64 | 64 | 60,81 |
| 35 | 2,12° | 64,61 | 70 | 66,75 |
| 40 | 1,80° | 74,57 | 80 | 76,82 |
| 50 | 1,38° | 94,53 | 100 | 96,72 |
| 63 | 1,06° | 120,52 | 126 | 122,72 |
| 80 | 0,82° | 154,52 | 160 | 156,73 |
| 100 | 0,64° | 194,52 | 200 | 196,73 |
| 125 | 0,51° | 244,51 | 250 | 246,73 |
| 160 | 0,51° | 314,51 | 320 | 316,74 |
| ||||
| Mill 4-15™ • Ramping Appplication Data • SGE-R Geometry Insert [Inch] | ||||
| diámetro de fresa | máx. ángulo rampa [R] | DH min [Inch] - (min hole diameter) | DH mín (diámetro de agujero mín.) | DHI mín (diámertro de agujero mín. en fondo plano) |
| 1" | 2.60° | 1.794" | 2" | 1.888" |
| 1.25" | 2.39° | 2.289" | 2.5" | 2.374" |
| 1.5" | 1.91° | 2.786" | 3" | 2.874" |
| 2" | 1.36° | 3.784" | 4" | 3.871" |
| 2.5" | 1.05° | 4.784" | 5" | 4.871" |
| 3" | 0.86° | 5.784" | 6" | 5.781" |
| 4" | 0.63° | 7.784" | 8" | 7.871" |
| 5" | 0.50° | 9.784" | 10" | 9.871" |
| 6" | 0.41° | 11.784" | 12" | 11.872" |
ISO catálogo
ANSI catálogo
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO catálogo | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?