Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
Kennametal a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente Cambiar cuenta
Dirección de envío (#) Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
Notifications
Mark all as read- Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Kennametal a su servicio
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución:{{SolutionName}}- Productos
- /
- Herramientas de trabajo de los metales
- /
- Taladrado
- /
- Acabado de orificios de precisión
- /
- Escariado
- /
- PCD Reamers
- /
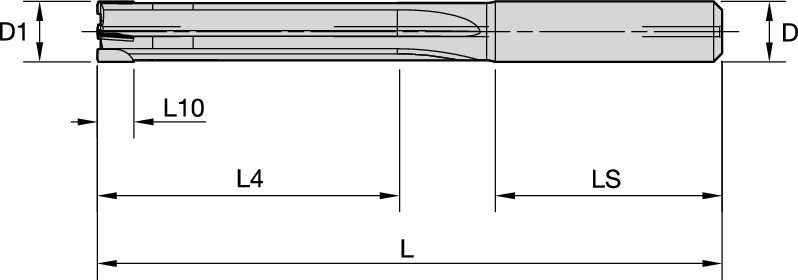
- Escariador PCD • R225 • 5 X D • Refrigerante interno • Mango recto • Sistema métrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


Escariador PCD • R225 • 5 X D • Refrigerante interno • Mango recto • Sistema métrico
Escariador PCD • R225 • 5 x D • Refrigerante interno
Uses and application
Escariado: Agujero pasante
Escariado: Agujero ciego
| Material |  |  | |||||||||||
| Cutting Speed | Inch | ||||||||||||
| Range | Recommended feed per tooth (IPT = inch/th) | ||||||||||||
| Min | Starting Value | Max | > = .20 | > = .40 | > = .60 | > = 1.00 | > = 1.20 | > = 2.00 | > = 2.80 | max. 4.00 | |||
| N | 1 | 500 | 1200 | 2100 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 |
| 2 | 500 | 1500 | 2000 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| 3 | 500 | 1300 | 1800 | IPR | .002 – .006 | .003 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| 4 | 300 | 800 | 1100 | IPR | .002 – .006 | .002 – .008 | .004 – .010 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | .005 – .011 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended feed per tooth (fz = mm/th) | ||||||||||||
| Min | Starting Value | Max | > = 5,0 | > = 10,0 | > = 16,0 | > = 25,0 | > = 32,0 | > = 50,0 | > = 70,0 | max. 100,0 | |||
| N | 1 | 150 | 350 | 650 | mm/r | 0,06 | 0,08 | 0,10 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 |
| 2 | 150 | 450 | 600 | mm/r | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | 0,10 | 0,10 | 0,10 | |
| 3 | 150 | 400 | 550 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| 4 | 100 | 250 | 350 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended feed per tooth (fz = mm/th) | ||||||||||||
| Min | Starting Value | Max | > = 5,0 | > = 10,0 | > = 16,0 | > = 25,0 | > = 32,0 | > = 50,0 | > = 70,0 | max. 100,0 | |||
| N | 1 | 150 | 350 | 650 | mm/r | 0,06 | 0,08 | 0,10 | 0,12 | 0,12 | 0,12 | 0,12 | 0,12 |
| 2 | 150 | 450 | 600 | mm/r | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | 0,10 | 0,10 | 0,10 | |
| 3 | 150 | 400 | 550 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |
| 4 | 100 | 250 | 350 | mm/r | 0,05 | 0,05 | 0,05 | 0,06 | 0,06 | 0,08 | 0,08 | 0,08 | |