Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího Změnit účet
Účet pro příjemce zásilky Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
Oznámení
Označit vše jako přečtené- Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Získejte více za méně s našimi časově omezenými nabídkami! Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení:{{SolutionName}}- Produkty
- /
- Nástroje pro obrábění kovů
- /
- Závitování
- /
- Frézování závitů
- /
- TM711
- /
- TM711 . Metrické Vnitřní chlazení
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

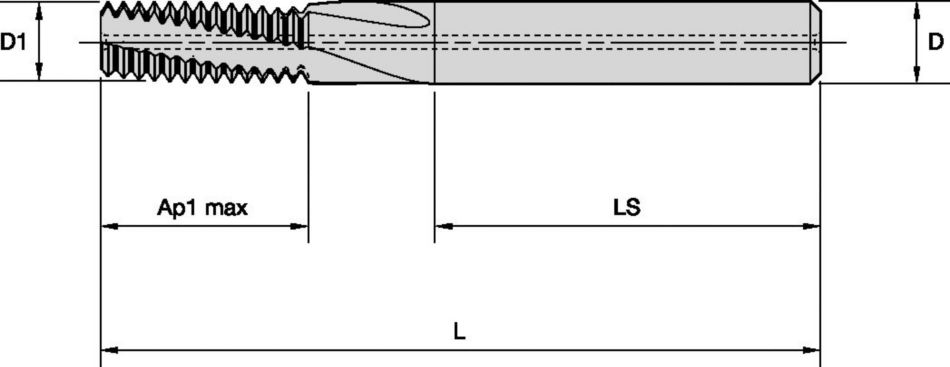
TM711 . Metrické Vnitřní chlazení
Karbidové závitovací frézy • Slepé a průchozí otvory
Použití
Threading: Through Hole
Threading: Blind Hole
Through Coolant: Axial: Tapping
HM
Drilling Depth: 2x
Manufacturer’s Specs: M
Manufacturer’s Specs: MF
| shank tolerance | |
| D | tolerance h6 + / - |
| 6 | +0, -0,008 |
| 8 | +0, -0,009 |
| 12 | +0, -0,011 |
| 20 | +0, -0,013 |
Řezné podmínky
| Material |  |  | |||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed | Feed/Tooth by Diameter | Cutting Speed | Feed/Tooth by Diameter | ||||||||||
| Range | Range | ||||||||||||
| Min | Starting Value | Max | 10mm | Min | Starting Value | Max | 10mm | ||||||
| P | 1 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 |
| 2 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| 3 | 40 | 50 | 70 | mm/r | 0,02 | 0,03 | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 4 | – | – | – | – | – | – | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 5 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 2 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 |
| 2 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 | |
| 3 | 90 | 115 | 150 | mm/r | 0,05 | 0,07 | 110 | 140 | 180 | mm/r | 0,05 | 0,07 | |
| N | 1 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 |
| 2 | 200 | 225 | 250 | mm/r | 0,05 | 0,06 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 3 | 170 | 190 | 210 | mm/r | 0,04 | 0,05 | 160 | 175 | 190 | mm/r | 0,08 | 0,16 | |
| 4 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 5 | 270 | 300 | 330 | mm/r | 0,12 | 0,13 | 250 | 275 | 300 | mm/r | 0,11 | 0,20 | |
| 6 | 170 | 190 | 210 | mm/r | 0,05 | 0,06 | 90 | 100 | 110 | mm/r | 0,11 | 0,20 | |
| S | 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 2 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| 3 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| 4 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| | ||||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed | Cutting Speed | ||||||||||||
| Range | Feed/Tooth by Diameter | Range | Feed/Tooth by Diameter | ||||||||||
| Material | Min | Starting Value | Max | 10 mm | Min | Starting Value | Max | 10mm | |||||
| 1 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| 2 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| P | 3 | 40 | 50 | 70 | mm/r | 0,02 | 0,03 | 70 | 90 | 120 | mm/r | 0,03 | 0,04 |
| 4 | – | – | – | – | – | – | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 5 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| M | 2 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 | |
| K | 2 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 |
| 3 | 90 | 115 | 150 | mm/r | 0,05 | 0,07 | 110 | 140 | 180 | mm/r | 0,05 | 0,07 | |
| 1 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 2 | 200 | 225 | 250 | mm/r | 0,05 | 0,06 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| N | 3 | 170 | 190 | 210 | mm/r | 0,04 | 0,05 | 160 | 175 | 190 | mm/r | 0,08 | 0,16 |
| 4 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 5 | 270 | 300 | 330 | mm/r | 0,12 | 0,13 | 250 | 275 | 300 | mm/r | 0,11 | 0,20 | |
| 6 | 170 | 190 | 210 | mm/r | 0,05 | 0,06 | 90 | 100 | 110 | mm/r | 0,11 | 0,20 | |
| 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 2 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| S | 3 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 |
| 4 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |