
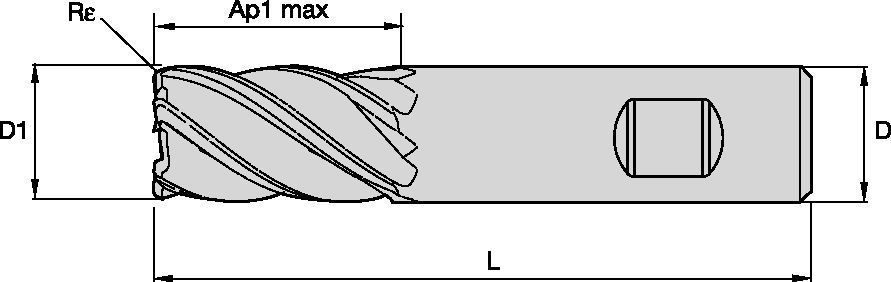
HARVI™ II • Radiused • 5 Flutes • Weldon® Shank • Inch
HARVI™ II Solid Carbide End Mill for Roughing and Finishing of High-Temperature Alloys
Features and benefits
- Versatile solid carbide end mill for steels, and high-temperature alloys.
- HARVI™ II solid carbide end mills cover a variety of operations, including dynamic milling.
- HARVI™ II solid carbide end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Slotting up to 1 x D.
Uses and application
Trochoidal Milling
Schräg-Eintauchfräsen 3°
Nutenfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
Werkzeugabmessungen: Schneidreihen: 5
Spiralwinkel: 38°
Schneideckenausführung: Eckenradius
Schneideckenausführung: Ebene Stirnfläche

