
KenDrill™ Deep HPR • 30 x D • Innere Kühlmittelzufuhr • Zylinderschaft • Metrisch
Tieflochbohrer aus Vollhartmetall für Gusseisen und Stähle
Features and benefits
- Bewährte Leistung unserer HPR-Bohrergeometrie mit der hitze- und verschleißbeständigen Sorte KCK10A.
- Hohe Produktivität mit bis zu viermal höherer Geschwindigkeit als bei herkömmlichen Bohrern.
- Längere Standzeit in Stahl und Eisen im Vergleich zum Wettbewerb.
- Unter dem Strich geringere Kosten durch höheres Zerspanungsvolumen.
Uses and application
Bohren
Bohren: Schräge Austrittsfläche
Bohren: Bohren von gestapelten Platten
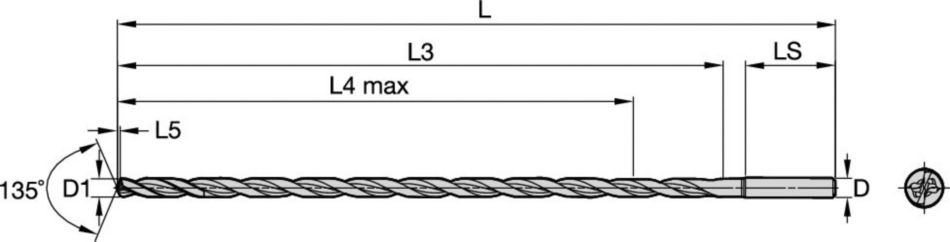
Werkzeugabmessungen: 2 Schneidreihen/4 Führungsfasen/innere Kühlmittelzuführung
DIN 6535
Drilling - Through Coolant
Innere Kühlmittelzuführung: MQL (Minimalmengenschmierung): Bohren
Zylinderschaft – ohne Spannfläche ≤h6
Spiralwinkel: 30°
Drilling: Cross-Hole Drilling