
HARVI III™ • UJDE • 6-Flute • Ungleiche Schneidreihenteilung • Exzentrischer Freischliff • Zoll
HARVI™ III Solid Carbide End Mill for High Feed Roughing and Finishing with Maximum Metal Removal Rates
Features and benefits
- Kennametal standard dimensions.
- Centre cutting.
- Optimised geometry for titanium machining.
- Unequal flute spacing minimises chatter for smoother machining.
- Single tool for both roughing and finishing operations requiring fewer setups.
Uses and application
Trochoidal Milling
Schräg-Eintauchfräsen Ins Volle
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
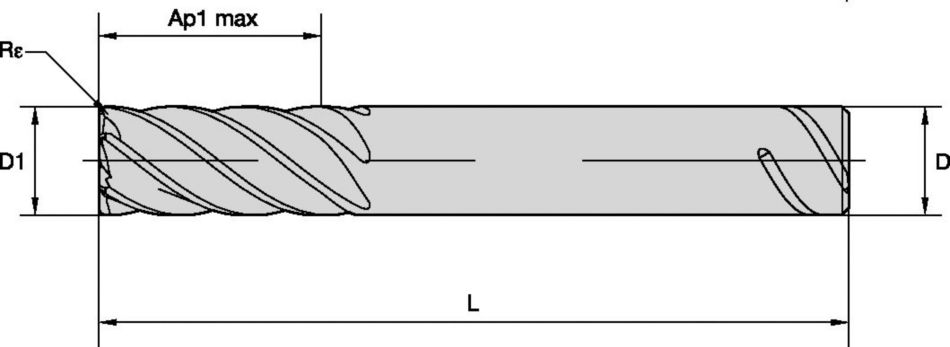
Werkzeugabmessungen: Schneidreihen: 6
Spiralwinkel: 38°
Schneideckenausführung: Eckenradius
Schneideckenausführung: Ebene Stirnfläche

