
HARVI™ III • Scharf • 6 Schneiden • Zylinderschaft • Metrisch
HARVI™ III Vollhartmetall-Schaftfräser für Schruppen und Schlichten mit hohem Vorschub und maximalen Zerspanungsvolumen
Features and benefits
- Universeller Vollhartmetall-Schaftfräser für Stähle, nicht rostenden Stahl und hochwarmfeste Legierungen mit ausgezeichneten Oberflächen.
- HARVI™ III Vollhartmetall-Schaftfräser decken eine Vielzahl von Operationen ab, einschließlich dynamischem Fräsen.
- HARVI™ III Vollhartmetall-Schaftfräser verfügen über ungleiche Scheidenteilung für ratterfreie Bearbeitung bei höchsten Vorschüben.
- Exzentrischer Hinterschliff für höhere Kantenstabilität und höhere Vorschubgeschwindigkeiten.
- Zentrumsschneide zum Eintauchen und Schrägeintauchen.
Uses and application
Trochoidal Milling
Schräg-Eintauchfräsen Ins Volle
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
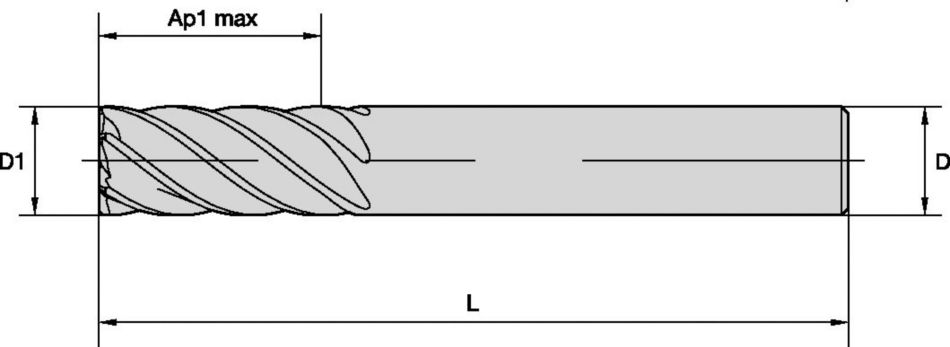
Werkzeugabmessungen: Schneidreihen: 6
Spiralwinkel: 38°
Schneideckenausführung: Eckenradius
Schneideckenausführung: Ebene Stirnfläche
