Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího Změnit účet
Účet pro příjemce zásilky Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
Oznámení
Označit vše jako přečtené- Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Získejte více za méně s našimi časově omezenými nabídkami! Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení:{{SolutionName}}- Produkty
- /
- HARVI II™ • UCDE • Asymetrická geometrie břitu
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

HARVI II™ • UCDE • Asymetrická geometrie břitu
HARVI II™ • UCDE • Asymetrická geometrie břitu
Vlastnosti a výhody
- Standard Kennametal
- Nelze zavrtávat v ose z.
- Asymetrická geometrie břitu minimalizuje chvění a zajišťuje lepší výsledky obrábění.
- Jeden nástroj pro hrubování i dokončování a méně časté seřizování.
- Pěti břitá geometrie umožňuje drážkování až do 1 x D.
Použití
Trochoidal Milling
Ramping: Blank
Side Milling/Shoulder Milling: Square End
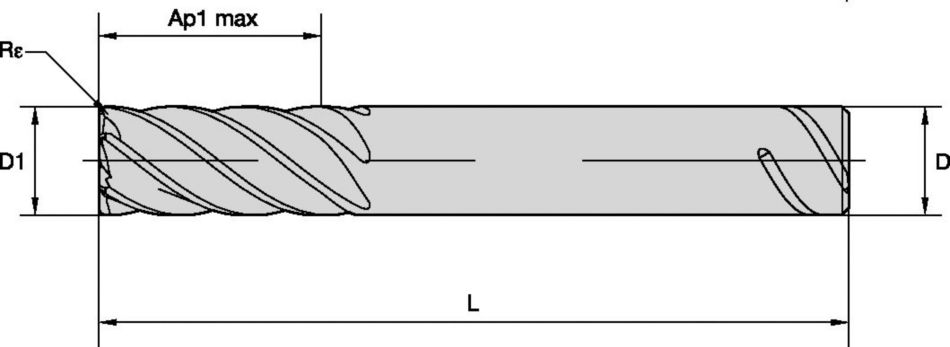
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
Corner Style: Corner Radius
Corner Style: Square End
| Parmak freze toleransları | |||
| D1 | Tolerans | D | Tolerans h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
| +0/-.00031" | |||
| +0/-.00035" | |||
| +0/-.00043" | |||
| 0/.00051" | |||
HARVI III • UJDE • Unequal Flute Spacing • Roughing
| Malzeme grubu |  | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | ||||||||||
| Kesme hızı | D1 | ||||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | 1 1/2 | ||||||
| ap | ae | min | max | dec. | 0.3750 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | 1.2500 | 1.5000 | ||
| P | 4 | Ap max | 0.4 x D | 300 | 490 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | 0.0040 |
| 5 | Ap max | 0.4 x D | 200 | 330 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | 0.0039 | |
| M | 1 | Ap max | 0.4 x D | 300 | 380 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | 0.0048 |
| 2 | Ap max | 0.4 x D | 200 | 260 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | 0.0039 | |
| 3 | Ap max | 0.4 x D | 200 | 230 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | 0.0029 | |
| S | 1 | Ap max | 0.4 x D | 160 | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | 0.0048 |
| 2 | Ap max | 0.4 x D | 80 | 160 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | 0.0026 | |
| 3 | Ap max | 0.4 x D | 80 | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | 0.0026 | |
| 4 | Ap max | 0.4 x D | 160 | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 | 0.0036 | |
| H | 1 | Ap max | 0.4 x D | 260 | 460 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | 0.0040 |
| 2 | Ap max | 0.4 x D | 230 | 390 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | 0.0029 | |
HARVI III • UJDE • Unequal Flute Spacing • Finishing
|  | |||||||||||
| Dik kenar frezeleme (A) | KCSM15 | Recommended feed per tooth (IPT=inch/th) for side milling. | ||||||||||
| Kesme hızı | D1 | |||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | ||||||
| Malzeme grubu | ap | ae | min | max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | 4 | Ap max | 0.06 x D | 560 | 940 | IPT | .0025 | .0031 | .0036 | .0040 | .0046 | .0048 |
| 5 | Ap max | 0.06 x D | 370 | 620 | IPT | .0022 | .0028 | .0033 | .0037 | .0043 | .0047 | |
| M | 1 | Ap max | 0.06 x D | 560 | 720 | IPT | .0027 | .0035 | .0041 | .0046 | .0054 | .0058 |
| 2 | Ap max | 0.06 x D | 370 | 500 | IPT | .0022 | .0028 | .0033 | .0037 | .0043 | .0047 | |
| 3 | Ap max | 0.06 x D | 370 | 440 | IPT | .0018 | .0023 | .0027 | .0030 | .0034 | .0035 | |
| S | 1 | Ap max | 0.06 x D | 310 | 560 | IPT | .0027 | .0035 | .0041 | .0046 | .0054 | .0058 |
| 2 | Ap max | 0.06 x D | 160 | 250 | IPT | .0015 | .0018 | .0022 | .0025 | .0029 | .0032 | |
| 3 | Ap max | 0.06 x D | 160 | 250 | IPT | .0015 | .0018 | .0022 | .0025 | .0029 | .0032 | |
| 4 | Ap max | 0.06 x D | 310 | 370 | IPT | .0020 | .0026 | .0030 | .0034 | .0040 | .0043 | |
| H | 1 | Ap max | 0.06 x D | 500 | 870 | IPT | .0025 | .0031 | .0036 | .0040 | .0046 | .0048 |