KCRA - RN • Stopkové frézy s válcovou stopkou • Metrické




 Milling - Pressurized Air Coolant
Milling - Pressurized Air Coolant Face Milling
Face Milling Side Milling/Shoulder Milling: Ball Nose
Side Milling/Shoulder Milling: Ball Nose Shank - Cylindrical Plain
Shank - Cylindrical Plain| Materiálová skupina | Lehké obrábění | Všeobecné použití | Těžké obrábění | |||
| – | (Lehká geometrie) | – | (Silná geometrie) | |||
| – | Odolnost proti opotřebení |  | Houževnatost | |||
| – | Geometrie | Sorta | Geometrie | Sorta | Geometrie | Sorta |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
| Lehké obrábění | Všeobecné použití | Těžké obrábění |
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
| Bezpečnostní poznámka | |||||
 |  |  |  |  |  |
| Pečlivě si přečtěte pokyny | Noste ochranné brýle | Pravidelně kontrolujte a dotahujte upínače | Upozornění: Nebezpečí říznutí | Upozornění: Horké povrchy | Nepřekračujte maximální povolené otáčky |
| Návod pro montáž sestavy | |
| Dotáhněte šroub STCM-25 ke klínu KW1008, 1 | Sestava klínu/šroubu. |
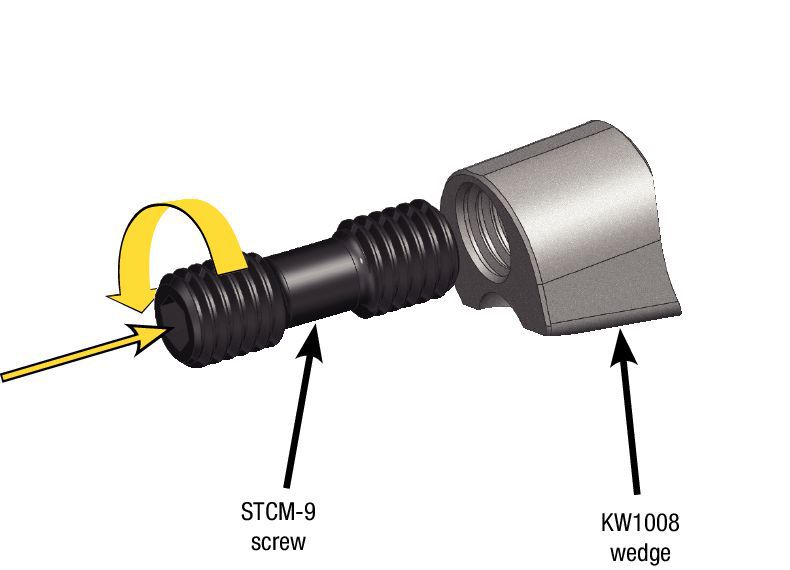 |  |
| Připevněte sestavu klínu/šroubu do frézovacího tělesa, ale dodržte mezeru pro instalaci břitové destičky. | Vložte břitovou destičku RNGN12... do lůžka a dotáhněte sestavu klínu/šroub na 3,5 Nm (31 in/lbs). Zopakujte u všech lůžek. |
 |  |
| Materiálová skupina | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
Katalogové číslo ISO
Katalogové číslo ANSI
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | Katalogové číslo ISO | Karbid |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?