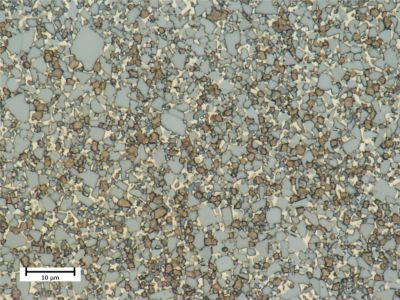
Vytváření sorty:
Když je pak WC prášek smíchán s práškovými pojivy – obvykle kobaltem nebo niklem a také dalšími aditivy – vytvoříte „tříděný prášek“. Každá sorta má přidáno různé množství WC a pojiva, stejně jako různou velikost zrn WC prášku. Opotřebitelné díly odstředivky jsou obvykle z 6 až 10 % pojiva s rovnováhou tvořenou WC s velikostí zrn menší než 1 mikron až 3 mikrony a s aditivy odolnými vůči korozi.
Tvarování prášku:
Lisování tříděného prášku hydraulickým lisem je nejhospodárnější metodou pro menší díly, které jsou vyráběny ve velkých objemech. Naše obložení odstředivek se vyrábí právě pomocí této metody.
Výroba velkých nebo složitých dílů, jako jsou plnicí a vypouštěcí trysky, vyžaduje, aby byl tříděný prášek zhutněn hydrostatickým tlakem na „předvalky“. Ať už je vybrána jakákoli z těchto dvou metod, bude materiál stále velmi měkký a bude připomínat křídu. Takový materiál se také označuje jako „zelený“. V případě potřeby může být zelený kompakt vytvarován konvenčními způsoby soustružení, vrtání, frézování nebo broušení, aby bylo možné vytvořit „předlisek“. Jsme také schopni vyrábět karbidové předlisky pomocí aditivní výroby.
Slinování:
Karbidový „předlisek“ se potom umístí na tác, který je naložen do slinovací pece a zahříván na bod tavení pojiva, obvykle 2 500 °F až 2 800 °F. Slinování způsobí, že se obrobek zmenší přibližně o 20 % v lineárním měření a objemově přibližně o 50 %. Po ochlazení budete mít k dispozici polotovar z tvrdého karbidu.
Dokončování:
Karbid může být použit „slinutý“ a pájený na ocel, stejně jako u našeho obložení, epoxidovaný a spojený s ocelí pro určité vypouštěcí trysky, nebo dokončený na přesné tolerance pro komponenty, kde je důležitý přesný tvar.