ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- HARVI™ III • テーパーボールノーズ • 6フルート • ストレートシャンク • メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

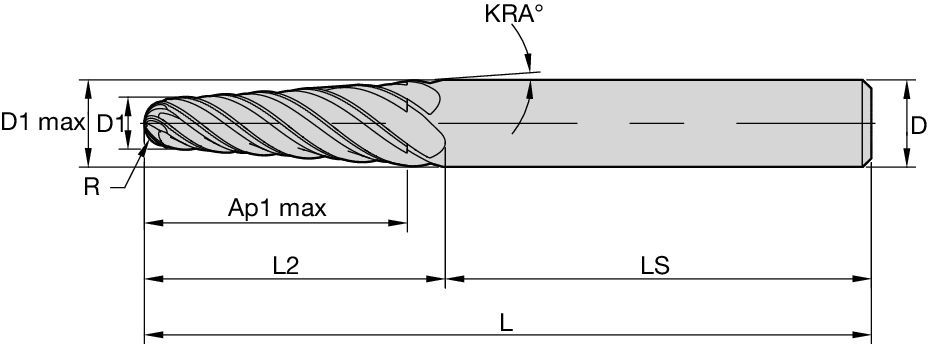
HARVI™ III • テーパーボールノーズ • 6フルート • ストレートシャンク • メトリック
大幅に生産を増加させ、加工時間を短縮させるための5軸加工向けHARVI™ III超硬ソリッドエンドミル
特徴と利点
- 鋼、ステンレス鋼、および耐熱合金の5軸加工向け汎用超硬ソリッドエンドミル。
- ボールノーズ部とテーパー部の6フルートにより、最高の切り屑排除去率を実現。
- 2種類のテーパー角度で幅広いアプリケーションに対応。
- HARVI™ IIIテーパーボールノーズエンドミルは、最高フィード量でもビビリのない加工を可能にする不等分スペースドフルートを特長とします。
- プランジ加工およびランピング加工向けセンターカット。
使用法と用途
側面加工/ショルダー加工:ボールノーズ
3Dプロファイル加工
工具寸法:フルートの構造: 6
ねじれ角: 38°
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| -0,020/-0,038 | +0/-0,008 | ||
| -0,025/-0,047 | +0/-0,009 | ||
| -0,032/-0,059 | +0/-0,011 | ||
| -0,040/-0,073 | +0/-0,013 | ||
HARVI III • UJBE • 6フルートテーパーボールノーズ • 不等分スペースドフルート • 準仕上げ加工
| Material |  | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | |||||||||||||||
| Cutting Speed | D1 | |||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,4 x D | 150 | 200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 1 | Ap max | 0,4 x D | 150 | 200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | ||
| 2 | Ap max | 0,4 x D | 140 | 190 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | ||
| 3 | Ap max | 0,4 x D | 120 | 160 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | ||
| 4 | Ap max | 0,4 x D | 90 | 150 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | ||
| 5 | Ap max | 0,4 x D | 60 | 100 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | ||
| 6 | Ap max | 0,4 x D | 50 | 75 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | ||
| M | 1 | Ap max | 0,4 x D | 90 | 115 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 2 | Ap max | 0,4 x D | 60 | 80 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | ||
| 3 | Ap max | 0,4 x D | 60 | 70 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | ||
| S | 1 | Ap max | 0,4 x D | 50 | 90 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 2 | Ap max | 0,4 x D | 25 | 50 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | ||
| 3 | Ap max | 0,4 x D | 25 | 40 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | ||
| 4 | Ap max | 0,4 x D | 50 | 60 | Fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | ||
| H | 1 | Ap max | 0,4 x D | 80 | 140 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | |
| Werkstoffgruppe | | KCSM15 | Empfohlener Vorschub pro Zahn (fz = mm/Zahn) zum Eckfräsen (A). | ||||||||||
| A | Schnittgeschwindigkeit | D1 | |||||||||||
| ap | ae | min. | max. | mm | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 | 380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 1 | Ap max | 0,06 x D | 285 | 380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 2 | Ap max | 0,06 x D | 266 | 361 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 3 | Ap max | 0,06 x D | 228 | 304 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | ||
| 4 | Ap max | 0,06 x D | 171 | 285 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | ||
| 5 | Ap max | 0,06 x D | 114 | 190 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 6 | Ap max | 0,06 x D | 96 | 142,2 | fz | 0,048 | 0,056 | 0,068 | 0,078 | 0,085 | |||
| M | 1 | Ap max | 0,06 x D | 171 | 218,5 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 114 | 152 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 3 | Ap max | 0,06 x D | 114 | 133 | fz | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| S | 1 | Ap max | 0,06 x D | 95 | 171 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 3 | Ap max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 4 | Ap max | 0,06 x D | 95 | 114 | fz | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | ||
| H | 1 | Ap max | 0,06 x D | 152 | 266 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
HARVI III • UJBE • 6フルートテーパーボールノーズ • 不等分フルートスペーシング • 準仕上げ加工
| Material | | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | ||||||||||||||
| Cutting Speed | D1 | ||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 | 380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 1 | Ap max | 0,06 x D | 285 | 380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 2 | Ap max | 0,06 x D | 266 | 361 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 3 | Ap max | 0,06 x D | 228 | 304 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | ||
| 4 | Ap max | 0,06 x D | 171 | 285 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | ||
| 5 | Ap max | 0,06 x D | 114 | 190 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 6 | Ap max | 0,06 x D | 95 | 142,5 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| M | 1 | Ap max | 0,06 x D | 171 | 218,5 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 114 | 152 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 3 | Ap max | 0,06 x D | 114 | 133 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| S | 1 | Ap max | 0,06 x D | 95 | 171 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 47.5 | 95 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 3 | Ap max | 0,06 x D | 47.5 | 76 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 4 | Ap max | 0,06 x D | 95 | 114 | Fz | 0,019 | 0,025 | 0,031 | 0,044 | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | ||
| H | 1 | Ap max | 0,06 x D | 152 | 266 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |