ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- KDMBボールノーズ仕上げ用工具 • テーパーエンドミル • ストレートシャンク • 鋼 • メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

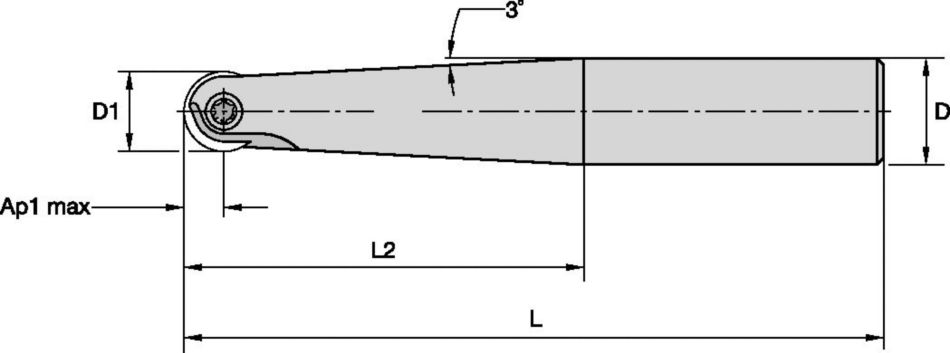
KDMBボールノーズ仕上げ用工具 • テーパーエンドミル • ストレートシャンク • 鋼 • メトリック
スローアウェイボールノーズ仕上げ用工具
特徴と利点
- 径範囲:8~25 mm。
- 高精密および高精度の振れ。
- 熱収縮技術と併用可、シャンク公差h6。
- 粗加工と仕上げ加工に最適。
- 5軸アプリケーションにはテーパー型が最適。
使用法と用途
ランピング加工:ブランク
溝加工:ボールノーズ
側面加工/ショルダー加工:ボールノーズ
3Dプロファイル加工
シャンク — ストレート プレーン
ポケット溝加工
KDMBボールノーズプラットフォーム • 6 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 |  | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| M1–M2 | .E..GP | KC515M | – | – | – | – |
| M3 | .E..GP | KC515M | ||||
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 8 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| – | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| M3 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 10 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| M3 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 12 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 16 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 20 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 25 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズプラットフォーム • 32 mm
| 被削材 グループ | 軽切削加工 | 汎用 | 重切削加工 | |||
| (軽いブレーカー) | (強いブレーカー) | |||||
| 耐磨耗性 | | 靭性 | ||||
| ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | ブレーカ 形状 | 材種 | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
KDMBボールノーズ • 6 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 3,00 | 1,50 | 0,50 | 0,25 |
| 6,00 | 6,00 | 5,20 | 3,32 | 2,40 |
軸方向の切込み量(ap)3,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,34 | 0,11 | 0,15 | 0,25 | 0,09 | 0,13 | 0,22 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,34 | 0,13 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..GN |
軸方向の切込み量(ap)1,50
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)0,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,14 | 0,19 | 0,34 | 0,10 | 0,14 | 0,25 | 0,09 | 0,13 | 0,22 | 0,08 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..LD |
| .E..GP | 0,16 | 0,23 | 0,39 | 0,12 | 0,17 | 0,29 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,10 | 0,14 | 0,23 | .E..GP |
| .E..GN | 0,20 | 0,29 | 0,39 | 0,15 | 0,22 | 0,29 | 0,13 | 0,19 | 0,26 | 0,12 | 0,18 | 0,24 | 0,12 | 0,18 | 0,23 | .E..GN |
軸方向の切込み量(ap)0,25
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,86 | 0,27 | 0,38 | 0,64 | 0,23 | 0,33 | 0,56 | 0,22 | 0,31 | 0,52 | 0,21 | 0,30 | 0,51 | .E..GP |
| .E..GN | 0,43 | 0,64 | 0,86 | 0,32 | 0,48 | 0,64 | 0,28 | 0,42 | 0,56 | 0,26 | 0,39 | 0,52 | 0,25 | 0,38 | 0,51 | .E..GN |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,62 | 0,19 | 0,27 | 0,46 | 0,17 | 0,24 | 0,40 | 0,16 | 0,22 | 0,38 | 0,15 | 0,22 | 0,37 | .E..GP |
| .E..GN | 0,31 | 0,46 | 0,62 | 0,23 | 0,35 | 0,46 | 0,20 | 0,30 | 0,40 | 0,19 | 0,28 | 0,38 | 0,18 | 0,28 | 0,37 | .E..GN |
KDMBボールノーズ • 8 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 4,00 | 1,50 | 0,50 | 0,25 |
| 8,00 | 8,00 | 6,24 | 3,87 | 2,78 |
軸方向の切込み量(ap)4,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,43 | 0,13 | 0,19 | 0,32 | 0,11 | 0,17 | 0,28 | 0,10 | 0,16 | 0,26 | 0,10 | 0,15 | 0,25 | .E..GN |
軸方向の切込み量(ap)1,50
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)0,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,33 | 0,55 | 0,16 | 0,24 | 0,41 | 0,14 | 0,21 | 0,36 | 0,13 | 0,20 | 0,33 | 0,13 | 0,20 | 0,33 | .E..GN |
軸方向の切込み量(ap)0,25
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,74 | 1,23 | 0,37 | 0,55 | 0,92 | 0,32 | 0,48 | 0,80 | 0,30 | 0,45 | 0,75 | 0,29 | 0,44 | 0,73 | .E..GN |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,53 | 0,88 | 0,26 | 0,39 | 0,66 | 0,23 | 0,34 | 0,57 | 0,21 | 0,32 | 0,54 | 0,21 | 0,31 | 0,52 | .E..GN |
KDMBボールノーズ • 10 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 5,00 | 2,00 | 1,00 | 0,50 |
| 10,00 | 10,00 | 8,00 | 6,00 | 4,36 |
軸方向の切込み量(ap)5,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
軸方向の切込み量(ap)2,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)1,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,27 | 0,38 | 0,67 | 0,20 | 0,29 | 0,50 | 0,18 | 0,25 | 0,44 | 0,17 | 0,23 | 0,41 | 0,16 | 0,23 | 0,40 | .E..LD |
| .E..GP | 0,33 | 0,46 | 0,81 | 0,24 | 0,34 | 0,60 | 0,21 | 0,30 | 0,53 | 0,20 | 0,28 | 0,49 | 0,19 | 0,28 | 0,48 | .E..GP |
| .E..GN | 0,39 | 0,62 | 1,08 | 0,29 | 0,46 | 0,81 | 0,25 | 0,40 | 0,70 | 0,24 | 0,37 | 0,66 | 0,23 | 0,37 | 0,64 | .E..GN |
軸方向の切込み量(ap)0,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,28 | 0,49 | 0,15 | 0,21 | 0,37 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..LD |
| .E..GP | 0,24 | 0,33 | 0,59 | 0,18 | 0,25 | 0,44 | 0,15 | 0,22 | 0,38 | 0,14 | 0,20 | 0,36 | 0,14 | 0,20 | 0,35 | .E..GP |
| .E..GN | 0,28 | 0,45 | 0,78 | 0,21 | 0,33 | 0,58 | 0,18 | 0,29 | 0,51 | 0,17 | 0,27 | 0,48 | 0,17 | 0,27 | 0,47 | .E..GN |
KDMBボールノーズ • 12 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 6,00 | 2,00 | 1,00 | 0,50 |
| 12,00 | 12,00 | 8,94 | 6,63 | 4,80 |
軸方向の切込み量(ap)6,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)2,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
軸方向の切込み量(ap)1,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,22 | 0,39 | 0,12 | 0,17 | 0,29 | 0,10 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | .E..LD |
| .E..GP | 0,19 | 0,27 | 0,47 | 0,14 | 0,20 | 0,35 | 0,12 | 0,18 | 0,31 | 0,12 | 0,16 | 0,29 | 0,11 | 0,16 | 0,28 | .E..GP |
| .E..GN | 0,23 | 0,36 | 0,63 | 0,17 | 0,27 | 0,47 | 0,15 | 0,23 | 0,41 | 0,14 | 0,22 | 0,38 | 0,14 | 0,21 | 0,38 | .E..GN |
| .E..HC | 0,23 | 0,45 | 0,79 | 0,17 | 0,34 | 0,59 | 0,15 | 0,29 | 0,51 | 0,14 | 0,27 | 0,48 | 0,14 | 0,27 | 0,47 | .E..HC |
軸方向の切込み量(ap)0,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,88 | 0,27 | 0,38 | 0,66 | 0,23 | 0,33 | 0,57 | 0,22 | 0,31 | 0,54 | 0,21 | 0,30 | 0,53 | .E..GP |
| .E..GN | 0,43 | 0,67 | 1,18 | 0,32 | 0,50 | 0,88 | 0,28 | 0,44 | 0,77 | 0,26 | 0,41 | 0,72 | 0,25 | 0,40 | 0,70 | .E..GN |
| .E..HC | 0,43 | 0,84 | 1,48 | 0,32 | 0,63 | 1,10 | 0,28 | 0,55 | 0,96 | 0,26 | 0,51 | 0,89 | 0,25 | 0,50 | 0,88 | .E..HC |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,64 | 0,19 | 0,27 | 0,48 | 0,17 | 0,24 | 0,41 | 0,16 | 0,22 | 0,39 | 0,15 | 0,22 | 0,38 | .E..GP |
| .E..GN | 0,31 | 0,48 | 0,85 | 0,23 | 0,36 | 0,64 | 0,20 | 0,32 | 0,55 | 0,19 | 0,30 | 0,52 | 0,18 | 0,29 | 0,51 | .E..GN |
| .E..HC | 0,31 | 0,61 | 1,07 | 0,23 | 0,45 | 0,79 | 0,20 | 0,40 | 0,69 | 0,19 | 0,37 | 0,65 | 0,18 | 0,36 | 0,63 | .E..HC |
KDMBボールノーズ • 16 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 8,00 | 3,00 | 1,50 | 0,75 |
| 16,00 | 16,00 | 12,49 | 9,33 | 6,76 |
軸方向の切込み量(ap)8,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)3,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
軸方向の切込み量(ap)1,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,34 | 0,60 | 0,16 | 0,26 | 0,45 | 0,14 | 0,22 | 0,39 | 0,13 | 0,21 | 0,37 | 0,13 | 0,2 | 0,36 | .E..GN |
| .E..HC | 0,22 | 0,43 | 0,75 | 0,16 | 0,32 | 0,56 | 0,14 | 0,28 | 0,49 | 0,13 | 0,26 | 0,46 | 0,13 | 0,26 | 0,45 | .E..HC |
軸方向の切込み量(ap)0,75
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,28 | 0,40 | 0,7 | 0,21 | 0,30 | 0,52 | 0,18 | 0,26 | 0,45 | 0,17 | 0,24 | 0,42 | 0,17 | 0,24 | 0,41 | .E..LD |
| .E..GP | 0,34 | 0,48 | 0,84 | 0,25 | 0,36 | 0,62 | 0,22 | 0,31 | 0,54 | 0,20 | 0,29 | 0,51 | 0,20 | 0,28 | 0,50 | .E..GP |
| .E..GN | 0,40 | 0,64 | 1,12 | 0,30 | 0,47 | 0,83 | 0,26 | 0,41 | 0,72 | 0,25 | 0,39 | 0,68 | 0,24 | 0,38 | 0,66 | .E..GN |
| .E..HC | 0,40 | 0,80 | 1,40 | 0,30 | 0,59 | 1,04 | 0,26 | 0,52 | 0,90 | 0,25 | 0,48 | 0,85 | 0,24 | 0,47 | 0,83 | .E..HC |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,29 | 0,50 | 0,15 | 0,21 | 0,38 | 0,13 | 0,19 | 0,33 | 0,12 | 0,18 | 0,31 | 0,12 | 0,17 | 0,30 | .E..LD |
| .E..GP | 0,24 | 0,34 | 0,60 | 0,18 | 0,26 | 0,45 | 0,16 | 0,22 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..GP |
| .E..GN | 0,29 | 0,46 | 0,81 | 0,22 | 0,34 | 0,60 | 0,19 | 0,30 | 0,52 | 0,18 | 0,28 | 0,49 | 0,17 | 0,27 | 0,48 | .E..GN |
| .E..HC | 0,29 | 0,58 | 1,01 | 0,22 | 0,43 | 0,75 | 0,19 | 0,37 | 0,66 | 0,18 | 0,35 | 0,61 | 0,17 | 0,34 | 0,60 | .E..HC |
KDMBボールノーズ • 20 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 10,00 | 3,00 | 1,50 | 0,75 |
| 20,00 | 20,00 | 14,28 | 10,54 | 7,60 |
軸方向の切込み量(ap)10,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,33 | 0,09 | 0,13 | 0,25 | 0,08 | 0,11 | 0,22 | 0,07 | 0,10 | 0,20 | 0,07 | 0,10 | 0,20 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,40 | 0,11 | 0,15 | 0,30 | 0,09 | 0,13 | 0,26 | 0,09 | 0,12 | 0,24 | 0,08 | 0,12 | 0,24 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,54 | 0,13 | 0,20 | 0,40 | 0,11 | 0,17 | 0,35 | 0,10 | 0,16 | 0,33 | 0,10 | 0,16 | 0,32 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,67 | 0,13 | 0,25 | 0,50 | 0,11 | 0,22 | 0,44 | 0,10 | 0,20 | 0,41 | 0,10 | 0,20 | 0,40 | .E..HC |
軸方向の切込み量(ap)3,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)1,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,31 | 0,44 | 0,89 | 0,23 | 0,33 | 0,66 | 0,20 | 0,29 | 0,57 | 0,19 | 0,27 | 0,54 | 0,19 | 0,26 | 0,53 | .E..LD |
| .E..GP | 0,37 | 0,53 | 1,06 | 0,28 | 0,40 | 0,79 | 0,24 | 0,34 | 0,69 | 0,23 | 0,32 | 0,64 | 0,22 | 0,32 | 0,63 | .E..GP |
| .E..GN | 0,45 | 0,71 | 1,43 | 0,33 | 0,53 | 1,06 | 0,29 | 0,46 | 0,92 | 0,27 | 0,43 | 0,86 | 0,27 | 0,42 | 0,84 | .E..GN |
| .E..HC | 0,45 | 0,89 | 1,79 | 0,33 | 0,66 | 1,32 | 0,29 | 0,57 | 1,15 | 0,27 | 0,54 | 1,07 | 0,27 | 0,53 | 1,05 | .E..HC |
軸方向の切込み量(ap)0,75
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,17 | 0,23 | 0,47 | 0,12 | 0,18 | 0,35 | 0,11 | 0,15 | 0,31 | 0,10 | 0,14 | 0,29 | 0,10 | 0,14 | 0,28 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,56 | 0,15 | 0,21 | 0,42 | 0,13 | 0,18 | 0,37 | 0,12 | 0,17 | 0,34 | 0,12 | 0,17 | 0,34 | .E..GP |
| .E..GN | 0,24 | 0,37 | 0,75 | 0,18 | 0,28 | 0,56 | 0,16 | 0,24 | 0,49 | 0,15 | 0,23 | 0,46 | 0,14 | 0,22 | 0,45 | .E..GN |
| .E..HC | 0,24 | 0,47 | 0,94 | 0,18 | 0,35 | 0,70 | 0,16 | 0,31 | 0,61 | 0,15 | 0,29 | 0,57 | 0,14 | 0,28 | 0,56 | .E..HC |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,32 | 0,64 | 0,17 | 0,24 | 0,48 | 0,15 | 0,21 | 0,41 | 0,14 | 0,19 | 0,39 | 0,13 | 0,19 | 0,38 | .E..LD |
| .E..GP | 0,27 | 0,38 | 0,77 | 0,20 | 0,29 | 0,57 | 0,18 | 0,25 | 0,50 | 0,16 | 0,23 | 0,47 | 0,16 | 0,23 | 0,46 | .E..GP |
| .E..GN | 0,32 | 0,51 | 1,02 | 0,24 | 0,38 | 0,76 | 0,21 | 0,33 | 0,66 | 0,20 | 0,31 | 0,62 | 0,19 | 0,30 | 0,61 | .E..GN |
| .E..HC | 0,32 | 0,64 | 1,28 | 0,24 | 0,48 | 0,95 | 0,21 | 0,41 | 0,83 | 0,20 | 0,39 | 0,78 | 0,19 | 0,38 | 0,76 | .E..HC |
KDMBボールノーズ • 25 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 12,50 | 5,00 | 2,00 | 1,00 |
| 25,00 | 25,00 | 20,00 | 13,56 | 9,80 |
軸方向の切込み量(ap)12,50
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
軸方向の切込み量(ap)5,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)2,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| .E..HC | 0,21 | 0,42 | 0,73 | 0,16 | 0,31 | 0,55 | 0,14 | 0,27 | 0,48 | 0,13 | 0,26 | 0,45 | 0,13 | 0,25 | 0,44 | .E..HC |
軸方向の切込み量(ap)1,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,31 | 0,54 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,19 | 0,33 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,37 | 0,65 | 0,20 | 0,28 | 0,48 | 0,17 | 0,24 | 0,42 | 0,16 | 0,23 | 0,40 | 0,16 | 0,22 | 0,39 | .E..GP |
| .E..GN | 0,31 | 0,49 | 0,87 | 0,23 | 0,37 | 0,65 | 0,20 | 0,32 | 0,56 | 0,19 | 0,30 | 0,53 | 0,19 | 0,29 | 0,52 | .E..GN |
| .E..HC | 0,31 | 0,62 | 1,09 | 0,23 | 0,46 | 0,81 | 0,20 | 0,40 | 0,70 | 0,19 | 0,38 | 0,66 | 0,19 | 0,37 | 0,65 | .E..HC |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,43 | 0,75 | 0,23 | 0,32 | 0,56 | 0,20 | 0,28 | 0,49 | 0,18 | 0,26 | 0,46 | 0,18 | 0,26 | 0,45 | .E..LD |
| .E..GP | 0,36 | 0,51 | 0,90 | 0,27 | 0,38 | 0,67 | 0,24 | 0,33 | 0,59 | 0,22 | 0,31 | 0,55 | 0,22 | 0,31 | 0,54 | .E..GP |
| .E..GN | 0,43 | 0,69 | 1,21 | 0,32 | 0,51 | 0,90 | 0,28 | 0,45 | 0,78 | 0,26 | 0,42 | 0,73 | 0,26 | 0,41 | 0,71 | .E..GN |
| .E..HC | 0,43 | 0,86 | 1,51 | 0,32 | 0,64 | 1,12 | 0,28 | 0,56 | 0,98 | 0,26 | 0,52 | 0,91 | 0,26 | 0,51 | 0,89 | .E..HC |
KDMBボールノーズ • 32 mm
| 軸方向切込み量(ap)での加工径(Dw) | ||||
| 最大D1φ | 16,00 | 5,00 | 2,00 | 1,00 |
| 32,00 | 32,00 | 23,24 | 15,49 | 11,14 |
軸方向の切込み量(ap)16,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
軸方向の切込み量(ap)5,00
| 軽切削加工 | 汎用 | 重切削加工 |
軸方向の切込み量(ap)2,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,77 | 1,36 | 0,37 | 0,58 | 1,01 | 0,32 | 0,50 | 0,88 | 0,30 | 0,47 | 0,82 | 0,29 | 0,46 | 0,80 | .E..GN |
| .E..HC | 0,49 | 0,97 | 1,71 | 0,37 | 0,72 | 1,26 | 0,32 | 0,63 | 1,10 | 0,30 | 0,59 | 1,03 | 0,29 | 0,57 | 1,01 | .E..HC |
軸方向の切込み量(ap)1,00
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | インサート ブレーカ形状 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,23 | 0,40 | 0,12 | 0,17 | 0,30 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,25 | 0,10 | 0,14 | 0,24 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,48 | 0,15 | 0,21 | 0,36 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..GP |
| .E..GN | 0,23 | 0,37 | 0,65 | 0,18 | 0,28 | 0,48 | 0,15 | 0,24 | 0,42 | 0,14 | 0,22 | 0,39 | 0,14 | 0,22 | 0,39 | .E..GN |
| .E..HC | 0,23 | 0,46 | 0,81 | 0,18 | 0,34 | 0,60 | 0,15 | 0,30 | 0,53 | 0,14 | 0,28 | 0,49 | 0,14 | 0,28 | 0,48 | .E..HC |
| インサート ブレーカ形状 | 径方向の切込み量(ae)の割合に対する1刃あたりの推奨送り量の開始値(Fz) | Insert | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,55 | 0,97 | 0,26 | 0,41 | 0,73 | 0,23 | 0,36 | 0,63 | 0,21 | 0,34 | 0,59 | 0,21 | 0,33 | 0,58 | .E..GN |
| .E..HC | 0,35 | 0,69 | 1,22 | 0,26 | 0,52 | 0,91 | 0,23 | 0,45 | 0,79 | 0,21 | 0,42 | 0,74 | 0,21 | 0,41 | 0,72 | .E..HC |
推奨切削速度の開始値[m/min]
| 被削材 グループ | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 330 | 295 | 255 | 275 | 240 | 200 |
| 2 | – | – | – | – | – | – | 310 | 275 | 240 | 240 | 200 | 165 | |
| 3 | – | – | – | – | – | – | 275 | 240 | 200 | 200 | 185 | 165 | |
| 4 | – | – | – | 360 | 260 | 215 | 240 | 200 | 165 | 185 | 165 | 145 | |
| 5 | – | – | – | 360 | 260 | 215 | 200 | 165 | 130 | 165 | 145 | 130 | |
| 6 | – | – | – | 350 | 240 | 190 | 165 | 130 | 110 | 130 | 110 | 90 | |
| M | 1 | – | – | – | – | – | – | 330 | 275 | 240 | 275 | 220 | 185 |
| 2 | – | – | – | – | – | – | 275 | 220 | 165 | 185 | 145 | 130 | |
| 3 | – | – | – | – | – | – | 220 | 185 | 145 | 145 | 130 | 110 | |
| K | 1 | 220 | 185 | 145 | – | – | – | 440 | 330 | 220 | – | – | – |
| 2 | 185 | 145 | 110 | – | – | – | 330 | 255 | 185 | – | – | – | |
| 3 | 110 | 90 | 75 | – | – | – | 145 | 110 | 75 | – | – | – | |
| N | 1–2 | 440 | 330 | 220 | – | – | – | – | – | – | – | – | – |
| 3 | 295 | 220 | 185 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 90 | 70 | 50 | – | – | – | 90 | 70 | 50 | 80 | 60 | 50 | |
| H | 1 | – | – | – | 260 | 205 | 170 | 170 | 120 | 95 | – | – | – |