ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

B256(~8 x D) • KC7315 • Aシャンク • SEドリル
SE 4マージンドリル • 鋼 • スルークーラント
特徴と利点
- 鋼向けスルークーラント搭載SE 4マージンドリル
- アプリケーション別のSCドリルは、コンロッド等での優れた切り屑除去率と長い工具寿命とともに、高い精度と一貫した加工穴の真直度が要求される中程度のL/D比アプリケーションに最適です。
- 彫りの入った切れ刃を備えたSEドリル先端形状により、高い送り量が可能です。
- KC7315™材種は高温高硬度を備えたTiAlNベースの多層コーティングにより、切削速度が30%向上し、工具寿命が安定しています。
- 4マージンランドにより、貫通クロスホールのドリル加工時に、加工穴の真直度と位置合わせが向上します。
使用法と用途
ドリル加工
穴あけ加工:傾斜した出口
穴あけ加工:積層材
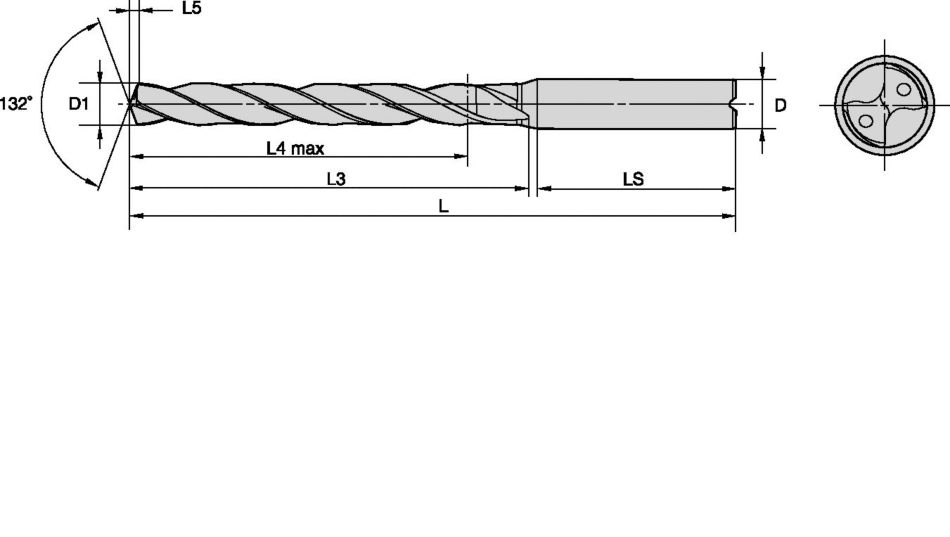
工具寸法:2枚刃/4マージン/クーラント
DIN番号6535
穴あけ加工 — スルークーラント
スルークーラント:MQL(最小クーラント量:Minimum Quantity Lubricant):ドリル加工
シャンク — ストレート プレーン ≤h6
ねじれ角: 30°
Drilling: Cross-Hole Drilling
| Tolerance • Metric | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 | |
| Tolerance • Inch | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 | |
SEドリル • B256シリーズ • 材種KC7315™ • スルークーラント • ドリル径3~20 mm • メトリック
| Material |  |  | |||||||||||
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 430 | 480 | 660 | IPR | .003–.004 | .003–.005 | .004–.005 | .004–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.012 |
| 1 | 390 | 480 | 570 | IPR | .003–.004 | .004–.006 | .004–.006 | .005–.008 | .005–.009 | .006–.011 | .007–.013 | .009–.015 | |
| 2 | 260 | 330 | 390 | IPR | .003–.004 | .003–.005 | .004–.007 | .006–.008 | .006–.010 | .007–.013 | .009–.017 | .010–.020 | |
| 3 | 260 | 300 | 390 | IPR | .003–.004 | .004–.006 | .004–.006 | .005–.008 | .005–.009 | .006–.011 | .007–.013 | .009–.015 | |
| 4 | 200 | 230 | 260 | IPR | .002–.004 | .003–.005 | .004–.005 | .004–.006 | .004–.007 | .005–.009 | .006–.011 | .007–.012 | |
| K | 1 | 390 | 490 | 660 | IPR | .003–.004 | .006–.008 | .008–.011 | .010–.014 | .011–.016 | .013–.017 | .014–.020 | .016–.022 |
| 2 | 260 | 390 | 520 | IPR | .003–.004 | .005–.007 | .008–.010 | .009–.012 | .010–.014 | .012–.016 | .013–.018 | .015–.020 | |
| 3 | 200 | 260 | 390 | IPR | .003–.004 | .004–.006 | .006–.008 | .008–.010 | .009–.012 | .009–.013 | .011–.015 | .012–.016 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 130 | 145 | 200 | mm/r | 0,07–0,09 | 0,08–0,13 | 0,09–0,13 | 0,11–0,16 | 0,11–0,19 | 0,13–0,23 | 0,15–0,28 | 0,19–0,31 |
| 1 | 120 | 145 | 175 | mm/r | 0,08–0,11 | 0,09–0,15 | 0,11–0,15 | 0,13–0,19 | 0,13–0,22 | 0,15–0,27 | 0,18–0,33 | 0,22–0,37 | |
| 2 | 80 | 100 | 120 | mm/r | 0,08–0,11 | 0,08–0,13 | 0,09–0,17 | 0,15–0,21 | 0,16–0,25 | 0,18–0,33 | 0,22–0,42 | 0,26–0,50 | |
| 3 | 80 | 90 | 120 | mm/r | 0,08–0,11 | 0,09–0,15 | 0,11–0,15 | 0,13–0,19 | 0,13–0,22 | 0,15–0,27 | 0,18–0,33 | 0,22–0,37 | |
| 4 | 60 | 70 | 80 | mm/r | 0,06–0,09 | 0,07–0,13 | 0,09–0,13 | 0,11–0,15 | 0,11–0,17 | 0,13–0,22 | 0,15–0,27 | 0,17–0,30 | |
| K | 1 | 120 | 150 | 200 | mm/r | 0,08–0,11 | 0,14–0,20 | 0,20–0,28 | 0,25–0,35 | 0,29–0,40 | 0,32–0,43 | 0,36–0,50 | 0,40–0,55 |
| 2 | 80 | 120 | 160 | mm/r | 0,08–0,11 | 0,13–0,17 | 0,19–0,26 | 0,23–0,30 | 0,25–0,36 | 0,30–0,40 | 0,34–0,46 | 0,37–0,50 | |
| 3 | 60 | 80 | 120 | mm/r | 0,07–0,10 | 0,10–0,14 | 0,15–0,21 | 0,19–0,26 | 0,22–0,30 | 0,24–0,33 | 0,28–0,38 | 0,30–0,41 | |
| | ||||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material | Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 130 | 145 | 200 | mm/dev | 0,07–0,09 | 0,08–0,13 | 0,09–0,13 | 0,11–0,16 | 0,11–0,19 | 0,13–0,23 | 0,15–0,28 | 0,19–0,31 |
| 1 | 120 | 145 | 175 | mm/dev | 0,08–0,11 | 0,09–0,15 | 0,11–0,15 | 0,13–0,19 | 0,13–0,22 | 0,15–0,27 | 0,18–0,33 | 0,22–0,37 | |
| 2 | 80 | 100 | 120 | mm/dev | 0,08–0,11 | 0,08–0,13 | 0,09–0,17 | 0,15–0,21 | 0,16–0,25 | 0,18–0,33 | 0,22–0,42 | 0,26–0,50 | |
| 3 | 80 | 90 | 120 | mm/dev | 0,08–0,11 | 0,09–0,15 | 0,11–0,15 | 0,13–0,19 | 0,13–0,22 | 0,15–0,27 | 0,18–0,33 | 0,22–0,37 | |
| 4 | 60 | 70 | 80 | mm/dev | 0,06–0,09 | 0,07–0,13 | 0,09–0,13 | 0,11–0,15 | 0,11–0,17 | 0,13–0,22 | 0,15–0,27 | 0,17–0,30 | |