ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- 金属加工工具
- /
- 穴あけ加工
- /
- モジュラードリル
- /
- KSEM™ STライン
- /
- KSEM™ ST-Line • 本体
- /
- KSEM™ • STライン • ドリル本体 • SFPシャンク • メトリック
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


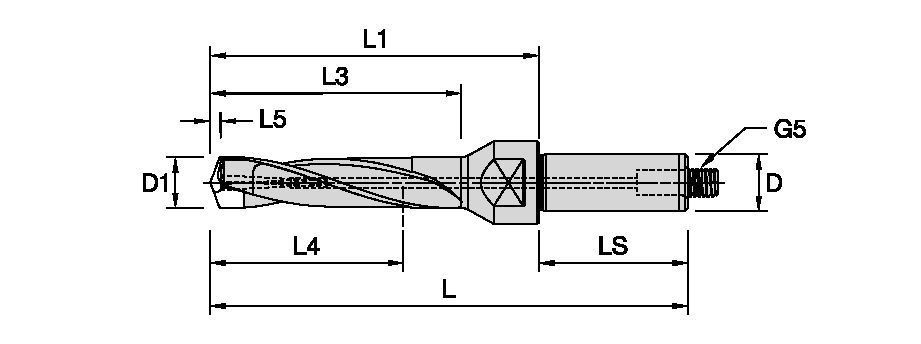
KSEM™ • STライン • ドリル本体 • SFPシャンク • メトリック
構造用鋼ドリル加工向けモジュラードリル本体
特徴と利点
- ストレートシャンク(フランジ付き)とねじ込みピンが、並外れたねじり剛性と曲げ剛性を実現し、工具寿命の延長と性能の向上が可能。
- MQL最適化クーラントチャネルにより、冷却と潤滑を向上。
- KSEMモジュラードリル加工システムでは、インサートの強力なクランプを実現し、耐久性と信頼性を向上。
使用法と用途
ドリル加工
穴あけ加工:積層材
| Hız ve İlerleme Oranları • KSEM ST-LINE • HPG(M) Geometri • KCPM45 Kalitesi • Takım İçinden Soğutma • METRİK | ||||||||||
| Malzeme grubu | Kesme hızı; | Önerilen çap başına ilerleme oranı (mm/r) | ||||||||
| Min. | Başlangıç değeri | Maks. | 12,5 | 16,0 | 20,0 | 25,4 | 32,0 | 40,0 | ||
| P | 0 | 75 | 110 | 140 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 |
| 1 | 75 | 110 | 140 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 2 | 70 | 100 | 120 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 3 | 60 | 75 | 100 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 4 | 55 | 75 | 95 | 0,12 – 0,31 | 0,14 – 0,34 | 0,16 – 0,40 | 0,20 – 0,51 | 0,23 – 0,58 | 0,26 – 0,66 | |
| 5 | 50 | 65 | 80 | 0,09 – 0,17 | 0,11 – 0,20 | 0,12 – 0,23 | 0,15 – 0,28 | 0,17 – 0,32 | 0,20 – 0,36 | |
| 6 | 50 | 65 | 80 | 0,09 – 0,17 | 0,11 – 0,20 | 0,12 – 0,23 | 0,15 – 0,28 | 0,17 – 0,32 | 0,20 – 0,36 | |
| M | 1 | 30 | 60 | 90 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 |
| 2 | 30 | 50 | 90 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
| 3 | 20 | 40 | 60 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
| Not: MQL uygulamaları için kesme hızını %30–40 azaltın | ||||||||||
| Hız ve İlerleme Oranları • KSEM ST-LINE • HPG(M) Geometri • KCPM45 Kalitesi • Takım İçinden Soğutma • METRİK | ||||||||||
| Kesme hızı; | Önerilen çap başına ilerleme oranı (mm/r) | |||||||||
| Malzeme grubu | Min. | Başlangıç değeri | Maks. | 12,5 | 16,0 | 20,0 | 25,4 | 32,0 | 40,0 | |
| P | 0 | 75 | 110 | 140 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 |
| 1 | 75 | 110 | 140 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 2 | 70 | 100 | 120 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 3 | 60 | 75 | 100 | 0,15 – 0,31 | 0,17 – 0,36 | 0,19 – 0,41 | 0,25 – 0,53 | 0,29 – 0,60 | 0,33 – 0,69 | |
| 4 | 55 | 75 | 95 | 0,12 – 0,31 | 0,14 – 0,34 | 0,16 – 0,40 | 0,20 – 0,51 | 0,23 – 0,58 | 0,26 – 0,66 | |
| 5 | 50 | 65 | 80 | 0,09 – 0,17 | 0,11 – 0,20 | 0,12 – 0,23 | 0,15 – 0,28 | 0,17 – 0,32 | 0,20 – 0,36 | |
| 6 | 50 | 65 | 80 | 0,09 – 0,17 | 0,11 – 0,20 | 0,12 – 0,23 | 0,15 – 0,28 | 0,17 – 0,32 | 0,20 – 0,36 | |
| M | 1 | 30 | 60 | 90 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 |
| 2 | 30 | 50 | 90 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
| 3 | 20 | 40 | 60 | 0,09 – 0,14 | 0,11 – 0,17 | 0,13 – 0,20 | 0,16 –0,25 | 0,18 – 0,28 | 0,21 – 0,31 | |
| Not: MQL uygulamaları için kesme hızını %30–40 azaltın | ||||||||||
| Hız ve İlerleme Oranları • KSEM ST-LINE • HPG(M) Geometrisi • KCPM45 Kalitesi • Takım İçinden Soğutma • İNÇ | ||||||||||
| Kesme hızı | Önerilen çap başına ilerleme oranı (IPR) | |||||||||
| Malzeme grubu | Min. | Başlangıç değeri | Maks. | 0.462 | 0.630 | 0.787 | 1.000 | 1.260 | 1.575 | |
| P | 0 | 250 | 360 | 460 | .006 – .012 | .007 – .014 | .007 – .016 | .010 – .021 | .011 – .024 | .013 – .027 |
| 1 | 250 | 360 | 460 | .006 – .012 | .007 – .014 | .007 – .016 | .010 – .021 | .011 – .024 | .013 – .027 | |
| 2 | 230 | 330 | 390 | .006 – .012 | .007 – .014 | .007 – .016 | .010 – .021 | .011 – .024 | .013 – .027 | |
| 3 | 200 | 250 | 330 | .006 – .012 | .007 – .014 | .007 – .016 | .010 – .021 | .011 – .024 | .013 – .027 | |
| 4 | 180 | 250 | 310 | .005 – .012 | .006 – .013 | .006 – .016 | .008 – .020 | .009 – .023 | .010 – .026 | |
| 5 | 160 | 210 | 260 | .004 – .007 | .004 – .008 | .005 – .009 | .006 – .011 | .007 – .013 | .008 – .014 | |
| 6 | 160 | 210 | 260 | .004 – .007 | .004 – .008 | .005 – .009 | .006 – .011 | .007 – .013 | .008 – .014 | |
| M | 1 | 100 | 200 | 300 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 |
| 2 | 100 | 160 | 300 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |
| 3 | 70 | 130 | 200 | .004 – .006 | .004 – .007 | .005 – .008 | .006 – .010 | .007 – .011 | .008 – .012 | |
| Not: MQL uygulamaları için kesme hızını %30–40 azaltın | ||||||||||