ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- 金属加工工具
- /
- 穴あけ加工
- /
- 高精密穴仕上げ
- /
- Reaming Tools
- /
- Tipped Reaming
- /
- Blind Holes
- /
- RMR • ディスクスタイルリーマ • ストレートフルートおよび内部クーラント付き
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

RMR • ディスクスタイルリーマ • ストレートフルートおよび内部クーラント付き
ディスクスタイルリーマ • 止まり穴用ストレートフルート付き
特徴と利点
- 公差H7の加工穴用
- IT6またはIT7の穴公差を得るために中間径の研磨タイプをご用意
- ねじを調整し軸方向から径方向に内部クーラント供給の変更
使用法と用途
リーマ加工:非スルーホール
リーマ加工:止まり穴および交差穴
リーマ加工 — スルークーラント
スルークーラント:軸方向:リーマ加工
シャンク — ストレート プレーン
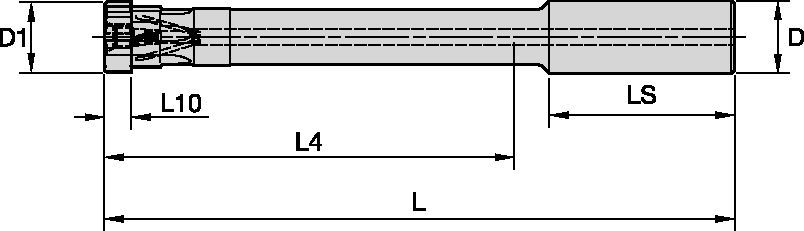
Dimensions • RMR • ディスクスタイルリーマ
| D1 min | D1 max | D | L | L4 | L10 | LS | ||||||||
| mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | mm | in | Z |
| 14,000 | 0.5512 | 15,999 | 0.6299 | 16 | 0.630 | 147,4 | 5.80 | 92,4 | 3.64 | 7,5 | 0.30 | 49 | 1.93 | 6 |
| 16,000 | 0.6299 | 17,999 | 0.7086 | 20 | 0.787 | 159,4 | 6.28 | 102,4 | 4.03 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 18,000 | 0.7087 | 20,000 | 0.7874 | 20 | 0.787 | 173,4 | 6.83 | 116,4 | 4.58 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 20,001 | 0.7874 | 22,499 | 0.8858 | 20 | 0.787 | 202,4 | 7.97 | 145,4 | 5.72 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 22,500 | 0.8858 | 24,999 | 0.9842 | 20 | 0.787 | 212,4 | 8.36 | 155,4 | 6.12 | 7,5 | 0.30 | 51 | 2.01 | 6 |
| 25,000 | 0.9843 | 27,499 | 1.0826 | 25 | 0.984 | 232,4 | 9.15 | 169,4 | 6.67 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 27,500 | 1.0827 | 29,999 | 1.1811 | 25 | 0.984 | 242,4 | 9.54 | 179,4 | 7.06 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 30,000 | 1.1811 | 32,499 | 1.2795 | 25 | 0.984 | 272,4 | 10.72 | 209,4 | 8.24 | 7,5 | 0.30 | 57 | 2.24 | 8 |
| 32,500 | 1.2795 | 34,999 | 1.3779 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 35,000 | 1.3780 | 37,499 | 1.4763 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 37,500 | 1.4764 | 39,999 | 1.5748 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| 40,000 | 1.5748 | 42,500 | 1.6732 | 32 | 1.260 | 272,4 | 10.72 | 205,4 | 8.09 | 7,5 | 0.30 | 61 | 2.40 | 8 |
| Material | KCU05 | Metric | |||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||
| Range | Tool Diameter | 14,00–19,99mm | 20,00–32,00mm | ||||||
| Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | ||
| P | 1 | 90 | 120 | 155 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 90 | 120 | 155 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 75 | 100 | 130 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 50 | 80 | 105 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 30 | 40 | 60 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 6 | 30 | 40 | 60 | mm/z | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | 15 | 20 | 40 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | 15 | 20 | 30 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | 15 | 20 | 30 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 80 | 110 | 130 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 65 | 90 | 110 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 50 | 70 | 90 | mm/z | 0,10 | 0,20 | 0,10 | 0,25 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | 15 | 20 | 30 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | 20 | 30 | 40 | mm/z | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | 20 | 30 | 40 | mm/z | 0,10 | 0,20 | 0,10 | 0,20 | |
| Material | KCU05 | Inch | |||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||
| Range | Tool Diameter | .551–.787 | .787–1.260 | ||||||
| Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | ||
| P | 1 | 295 | 394 | 509 | inch/z | .004 | .009 | .004 | .010 |
| 2 | 295 | 394 | 509 | inch/z | .004 | .009 | .004 | .010 | |
| 3 | 246 | 328 | 427 | inch/z | .004 | .009 | .004 | .010 | |
| 4 | 164 | 262 | 344 | inch/z | .004 | .009 | .004 | .010 | |
| 5 | 98 | 131 | 197 | inch/z | .004 | .009 | .004 | .010 | |
| 6 | 98 | 131 | 197 | inch/z | .003 | .008 | .003 | .009 | |
| M | 1 | 49 | 66 | 131 | inch/z | .003 | .007 | .003 | .008 |
| 2 | 49 | 66 | 98 | inch/z | .003 | .007 | .003 | .008 | |
| 3 | 49 | 66 | 98 | inch/z | .003 | .007 | .003 | .008 | |
| K | 1 | 262 | 361 | 427 | inch/z | .004 | .009 | .004 | .010 |
| 2 | 213 | 295 | 361 | inch/z | .004 | .009 | .004 | .010 | |
| 3 | 164 | 230 | 295 | inch/z | .004 | .008 | .004 | .010 | |
| S | 1 | 49 | 66 | 98 | inch/z | .004 | .007 | .004 | .008 |
| 2 | 49 | 66 | 98 | inch/z | .004 | .007 | .004 | .008 | |
| 3 | 66 | 98 | 131 | inch/z | .004 | .008 | .004 | .008 | |
| 4 | 66 | 98 | 131 | inch/z | .004 | .008 | .004 | .008 | |
| KCU05 | Metric | ||||||||
| Cutting Speed | Recommended Feed Rate per Tooth | ||||||||
| Range | Tool Diameter | 14,00–19,99 mm | 20,00–32,00 mm | ||||||
| Material | Min | Starting Value | Max | Feed/Tooth | Min | Max | Min | Max | |
| P | 1 | 90 | 120 | 155 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 90 | 120 | 155 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 75 | 100 | 130 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 50 | 80 | 105 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 30 | 40 | 60 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 6 | 30 | 40 | 60 | mm/z | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | 15 | 20 | 40 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | 15 | 20 | 30 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | 15 | 20 | 30 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 80 | 110 | 130 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 65 | 90 | 110 | mm/z | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 50 | 70 | 90 | mm/z | 0,10 | 0,20 | 0,10 | 0,25 | |
| S | 1 | 15 | 20 | 30 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | 15 | 20 | 30 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | 20 | 30 | 40 | mm/z | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | 20 | 30 | 40 | mm/z | 0,10 | 0,20 | 0,10 | 0,20 | |