定価
/個
割引
価格
/個
販売包装単位 0最小包装サイズに合わせて調整されています。
最小数量: 0包装サイズ要件に合わせて調整されています。
在庫ありこの製品は既に廃盤になっております長納期品







 +1
+1

 Trochoidal Milling
Trochoidal Milling プランジミーリング
プランジミーリング ランピング加工:ブランク
ランピング加工:ブランク 溝加工:スクエアエンド
溝加工:スクエアエンド 側面加工/ショルダー加工:スクエアエンド
側面加工/ショルダー加工:スクエアエンド 工具寸法:フルートの構造: 4
工具寸法:フルートの構造: 4  ねじれ角: 38°
ねじれ角: 38° コーナーのタイプ:コーナーR
コーナーのタイプ:コーナーRDownloaded file will be available after import in the {{cadTool}} tool library.
| 製品番号 | 4046240 |
| ISO カタログ ID | F4AS0800BWM38R050 |
| ANSIカタログID | F4AS0800BWM38R050 |
| Grade | KCPM15 |
| Adapter Style Machine Side | Weldon |
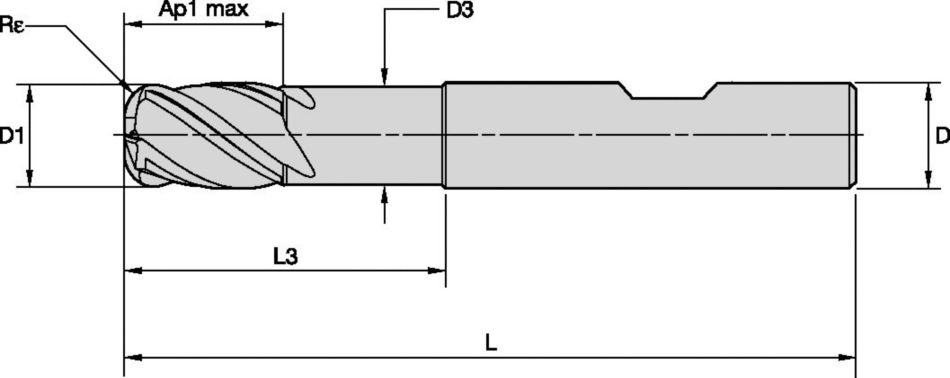
| [D1] Effective Cutting Diameter | 8 mm |
| [D1] Effective Cutting Diameter | .315 in |
| [D] Adapter / Shank / Bore Diameter | 8 mm |
| [D] Adapter / Shank / Bore Diameter | .315 in |
| [D3] Neck Diameter | 7.52 mm |
| [D3] Neck Diameter | .2961 in |
| [AP1MAX] 1st Maximum Cutting Depth | 12 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .4724 in |
| [L3] Usable Length | 24 mm |
| [L3] Usable Length | .9449 in |
| [L] Overall Length | 68 mm |
| [L] Overall Length | 2.677 in |
| [Re] Corner Radius | 0.5 mm |
| [Re] Corner Radius | .0197 in |
| [Z] Number of Flutes | 4 |
Trochoidal Millingプランジミーリングランピング加工:ブランク溝加工:スクエアエンド側面加工/ショルダー加工:スクエアエンド工具寸法:フルートの構造: 4 ねじれ角: 38°コーナーのタイプ:コーナーR等級

KCPM15
厚膜PVDコーティングを施した超硬材種と、最適化した化学組成および処理により、耐磨耗性を向上。ステンレス鋼のミーリングにおける優れた保護により、クレータ形成、境界磨耗(DOCN)、逃げ面磨耗を低減。最大HRC52の優れた性能。
送りと速度を計算するソリューションを作成する
ソリューションを作成したら、送りと速度アイコンを選択するだけで、システムが推奨事項を提供します。マシンと仕様を追加して情報をカスタマイズしたり、スライダーを使用して調整することもできます。
| エンドミル公差 | |||
| D1 | 公差 e8 | D | 公差 h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| -0,020/-0,038 | +0/-0,008 | ||
| -0,025/-0,047 | +0/-0,009 | ||
| -0,032/-0,059 | +0/-0,011 | ||
| -0,040/-0,073 | +0/-0,013 | ||
| 被削材 グループ |  |  |  | |||||||||||||||||
| 側面加工(A)および溝加工(B) | KCPM15 | KCSM15 | 側面加工(A)の1刃あたりの推奨送り量(Fz=mm/th)。 溝加工(B)の場合は、fzを10%下げた値。 | |||||||||||||||||
| A | B | 切削速度 | エンドミル径 | |||||||||||||||||
| ap | ae | ap | 最小 | 最大 | 最小 | 最大 | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 0 | 1,5 x D | 0,5 x D | 1 x D | 150 | 200 | 150 | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| 1 | 1,5 x D | 0,5 x D | 1 x D | 150 | 200 | 150 | 200 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 2 | 1,5 x D | 0,5 x D | 1 x D | 140 | 190 | 140 | 190 | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 3 | 1,5 x D | 0,5 x D | 1 x D | 120 | 160 | 120 | 160 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 4 | 1,5 x D | 0,5 x D | 0,75 x D | 90 | 150 | 90 | 150 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | |
| 5 | 1,5 x D | 0,5 x D | 1 x D | 60 | 100 | 60 | 100 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 6 | 1,5 x D | 0,5 x D | 0,75 x D | 50 | 75 | 50 | 75 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| M | 1 | 1,5 x D | 0,5 x D | 1 x D | 90 | 115 | 90 | 115 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | 1,5 x D | 0,5 x D | 1 x D | 60 | 80 | 60 | 80 | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 3 | 1,5 x D | 0,5 x D | 1 x D | 60 | 70 | 60 | 70 | fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| K | 1 | 1,5 x D | 0,5 x D | 1 x D | 120 | 150 | – | – | fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| 2 | 1,5 x D | 0,5 x D | 1 x D | 110 | 140 | – | – | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 3 | 1,5 x D | 0,5 x D | 1 x D | 110 | 130 | – | – | fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| S | 1 | 1,5 x D | 0,3 x D | 0,3 x D | – | – | 50 | 90 | fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | 1,5 x D | 0,3 x D | 0,3 x D | – | – | 25 | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 3 | 1,5 x D | 0,3 x D | 0,3 x D | – | – | 25 | 40 | fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 4 | 1,5 x D | 0,5 x D | 1 x D | – | – | 50 | 60 | fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | |
| H | 1 | 1,5 x D | 0,5 x D | 0,75 x D | 80 | 140 | 80 | 140 | fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
I have read and accepted the Terms & Conditions of use




ISO製品型番
ANSI製品型番
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO製品型番 | 材種 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?