定価
/個
割引
価格
/個
販売包装単位 0最小包装サイズに合わせて調整されています。
最小数量: 0包装サイズ要件に合わせて調整されています。
在庫ありこの製品は既に廃盤になっております長納期品






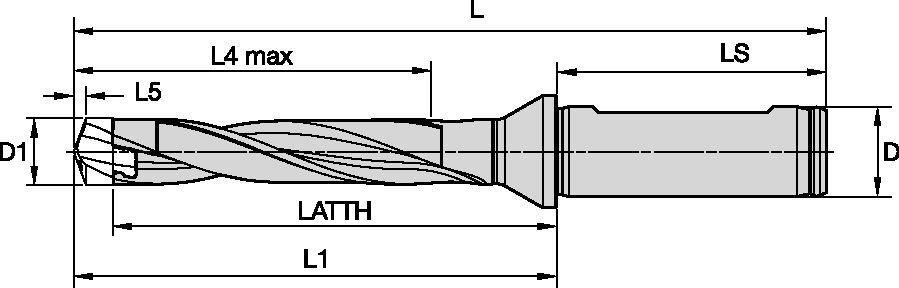
 穴あけ加工 — スルークーラント
穴あけ加工 — スルークーラント シャンク — フラット部付きストレート
シャンク — フラット部付きストレートDownloaded file will be available after import in the {{cadTool}} tool library.
| 製品番号 | 6389344 |
| ISO カタログ ID | KTFS0985R05SCF100 |
| ANSIカタログID | KTFS0985R05SCF100 |
| [D1] Drill Diameter M | 25 mm |
| [D1] Drill Diameter M | .9843 in |
| [D1MAX] Drill Diameter Maximum | 26 mm |
| [D1MAX] Drill Diameter Maximum | 1.023 in |
| [L4] Maximum Drilling Depth | 130 mm |
| [L4] Maximum Drilling Depth | 5.118 in |
| [L] Overall Length | 216 mm |
| [L] Overall Length | 8.503 in |
| [LATTH] Insert Attach LG Holder | 145.5 mm |
| [LATTH] Insert Attach LG Holder | 5.728 in |
| [L1] Insert Gage Length | 160 mm |
| [L1] Insert Gage Length | 6.299 in |
| [LS] Shank Length | 56 mm |
| [LS] Shank Length | 2.204 in |
| [D] Adapter / Shank / Bore Diameter | 25.4 mm |
| [D] Adapter / Shank / Bore Diameter | 1 in |
| [SSC] Insert Seat Size | ZD |
穴あけ加工 — スルークーラントシャンク — フラット部付きストレート送りと速度を計算するソリューションを作成する
ソリューションを作成したら、送りと速度アイコンを選択するだけで、システムが推奨事項を提供します。マシンと仕様を追加して情報をカスタマイズしたり、スライダーを使用して調整することもできます。
| 公差 • メトリック | |
| D1(メトリック) | 公差 k8 |
| 6 | 0,000/+0,018 |
| 0,000/+0,022 | |
| 0,000/+0,027 | |
| 0,000/+0,033 | |
| 公差 • インチ | |
| D1(インチ) | 公差 k8 |
| 0.2362 | 0.0000/+0.0007 |
| 0.0000/+0.0009 | |
| 0.0000/+0.0011 | |
| 0.0000/+0.0013 | |
| 被削材 グループ | 切削速度 | インチ | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 315 | 415 | 575 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 |
| 1 | 300 | 430 | 560 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 | |
| 2 | 330 | 460 | 590 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 | |
| 3 | 200 | 330 | 430 | IPR | .004 | .004 | .005 | .006 | .006 | .007 | .009 | .012 | .012 | |
| 4 | 200 | 330 | 430 | IPR | .004 | .004 | .005 | .006 | .006 | .007 | .009 | .010 | .010 | |
| 5 | 200 | 260 | 330 | IPR | .004 | .004 | .004 | .005 | .006 | .006 | .008 | .009 | .010 | |
| 6 | 200 | 230 | 260 | IPR | .004 | .004 | .004 | .005 | .006 | .006 | .008 | .009 | .010 | |
| K | 1 | 260 | 400 | 560 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 |
| 2 | 260 | 360 | 390 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 | |
| 3 | 160 | 260 | 330 | IPR | .004 | .005 | .005 | .006 | .007 | .008 | .011 | .013 | .013 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 |
| 1 | 90 | 130 | 170 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 2 | 100 | 140 | 180 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 3 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,30 | 0,31 | |
| 4 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,25 | 0,26 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| 6 | 60 | 70 | 80 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| K | 1 | 80 | 120 | 170 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 80 | 110 | 120 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 50 | 80 | 100 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 |
| 1 | 90 | 130 | 170 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 2 | 100 | 140 | 180 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 3 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,30 | 0,31 | |
| 4 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,25 | 0,26 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| 6 | 60 | 70 | 80 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| K | 1 | 80 | 120 | 170 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 80 | 110 | 120 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 50 | 80 | 100 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 |
| 2 | 30 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 3 | 20 | 50 | 60 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 被削材 グループ | 切削速度 | インチ | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| M | 1 | 160 | 200 | 300 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 |
| 2 | 100 | 200 | 300 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 | |
| 3 | 70 | 160 | 200 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 |
| 2 | 30 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 3 | 20 | 50 | 60 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| 被削材 グループ | 切削速度 | インチ | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| K | 1 | 330 | 570 | 660 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 |
| 2 | 330 | 520 | 590 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 | |
| 3 | 230 | 280 | 390 | IPR | .004 | .005 | .005 | .006 | .007 | .008 | .011 | .013 | .013 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 – 0,42 | 0,21 | 0,28 | 0,32 | 0,33 | |
| 被削材 グループ | 切削速度 | メトリック | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 被削材 グループ | 切削速度 | インチ | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 1/4 0.250 | 5/16 0.313 | 3/8 0.375 | 1/2 0.500 | 5/8 0.625 | 3/4 0.750 | |||
| S | 4 | 30 | 40 | 70 | IPR | 0.001~0.003 | 0.001~0.004 | 0.002~0.005 | 0.002~0.006 | 0.002~0.007 | 0.002~0.008 |
| N | 1 | 330 | 750 | 890 | IPR | 0.005~0.009 | 0.006~0.009 | 0.008~0.011 | 0.009~0.013 | 0.011~0.016 | 0.013~0.019 |
| 2 | 330 | 720 | 890 | IPR | 0.006~0.009 | 0.006~0.011 | 0.008~0.013 | 0.009~0.014 | 0.011~0.017 | 0.013~0.021 | |
| 3 | 300 | 590 | 750 | IPR | 0.005~0.009 | 0.006~0.009 | 0.008~0.011 | 0.009~0.013 | 0.011~0.016 | 0.013~0.019 | |
| 4 | 300 | 430 | 660 | IPR | 0.004~0.007 | 0.006~0.011 | 0.008~0.013 | 0.009~0.014 | 0.011~0.016 | 0.013~0.019 | |
| C | 4 | 230 | 360 | 460 | IPR | 0.001~0.004 | 0.002~0.005 | 0.002~0.006 | 0.002~0.007 | 0.002~0.008 | 0.003~0.009 |
| 4 | 30 | 40 | 70 | IPR | 0.001~0.003 | 0.001~0.004 | 0.002~0.005 | 0.002~0.006 | 0.002~0.007 | 0.002~0.008 | |
| 4 | 30 | 70 | 130 | IPR | 0.001~0.003 | 0.001~0.004 | 0.002~0.005 | 0.002~0.006 | 0.002~0.007 | 0.002~0.008 | |
| 被削材 グループ | 切削速度 | メトリック | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 被削材 グループ | 切削速度 | インチ | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 1/4 0.250 | 5/16 0.313 | 3/8 0.375 | 1/2 0.500 | 5/8 0.625 | 3/4 0.750 | |||
| C | 1 | 260 | 330 | 490 | IPR | 0.002~0.008 | 0.002~0.008 | 0.002~0.008 | 0.002~0.008 | 0.002~0.008 | 0.002~0.008 |
| 被削材 グループ | 切削速度 | メトリック | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 |
| 被削材 グループ | 切削速度 | メトリック | |||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
| 被削材 グループ | 切削速度 | インチ | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 |
| 1 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 2 | 330 | 400 | 460 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 3 | 260 | 330 | 400 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 4 | 230 | 330 | 360 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 5 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| 6 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| M | 1 | 130 | 200 | 260 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 |
| 2 | 120 | 180 | 230 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 | |
| K | 1 | 300 | 400 | 580 | IPR | 0.005-0.008 | 0.006-0.009 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.019 | 0.011-0.020 |
| 2 | 260 | 360 | 460 | IPR | 0.005–0.008 | 0.006–0.009 | 0.006–0.011 | 0.007–0.013 | 0.008–0.014 | 0.009–0.016 | 0.010–0.017 | 0.011–0.019 | 0.011–0.020 | |
| 3 | 230 | 260 | 330 | IPR | 0.004-0.007 | 0.005-0.009 | 0.006-0.010 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.018 | |
| 被削材 グループ | 切削速度 | メトリック | ||||||||||||
| 範囲 | 推奨送り量(/rev) | |||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
| 被削材 グループ | 切削速度 | メトリック | |||||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 70 | 125 | 175 | mm/r | 0,09–0,18 | 0,10–0,21 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 |
| 1 | 70 | 120 | 170 | mm/r | 0,09–0,18 | 0,10–0,22 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 | |
| 2 | 90 | 135 | 180 | mm/r | 0,09–0,18 | 0,10–0,25 | 0,12–0,27 | 0,14–0,33 | 0,18–0,39 | 0,23–0,45 | 0,27–0,51 | 0,28–0,50 | |
| 3 | 60 | 95 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,28–0,45 | 0,30–0,46 | |
| 4 | 50 | 90 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,24–0,45 | 0,25–0,46 | |
| 5 | 30 | 65 | 100 | mm/r | 0,09–0,15 | 0,10–0,18 | 0,10–0,22 | 0,11–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| 6 | 40 | 60 | 80 | mm/r | 0,09–0,15 | 0,09–0,18 | 0,10–0,22 | 0,10–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| M | 1 | 20 | 55 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 |
| 2 | 30 | 60 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,16 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| 3 | 20 | 40 | 60 | mm/r | 0,07–0,12 | 0,08–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| K | 1 | 80 | 140 | 200 | mm/r | 0,11–0,26 | 0,13–0,32 | 0,15–0,44 | 0,18–0,49 | 0,25–0,58 | 0,29–0,64 | 0,35–0,70 | 0,36–0,75 |
| 2 | 80 | 130 | 180 | mm/r | 0,11–0,26 | 0,13–0,31 | 0,15–0,36 | 0,18–0,40 | 0,25–0,48 | 0,29–0,60 | 0,35–0,70 | 0,36–0,75 | |
| 3 | 70 | 95 | 120 | mm/r | 0,10-0,22 | 0,12-0,25 | 0,15-0,35 | 0,16-0,40 | 0,20-0,48 | 0,26-0,60 | 0,30-0,63 | 0,32-0,65 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 |
| 2 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 3 | 15 | 25 | 35 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 4 | 20 | 30 | 40 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,05–0,10 | 0,07–0,12 | 0,08–0,13 | 0,08–0,13 | 0,09–0,15 | 0,10–0,17 | |
| 被削材 グループ | 切削速度 | インチ | |||||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||||
| 最小 | 開始値 | 最大 | .236 | .315 | .394 | .472 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 230 | 410 | 570 | IPR | .004–.007 | .004–.008 | .005–.009 | .006–.012 | .007–.014 | .009–.016 | .011–.019 | .011–.020 |
| 1 | 230 | 390 | 560 | IPR | .004–.007 | .004–.009 | .005–.009 | .006–.012 | .007–.014 | .009–.016 | .011–.019 | .011–.020 | |
| 2 | 300 | 440 | 590 | IPR | .004–.007 | .004–.010 | .005–.011 | .006–.013 | .007–.015 | .009–.018 | .011–.020 | .011–.020 | |
| 3 | 200 | 310 | 430 | IPR | .004–.006 | .004–.011 | .004–.011 | .005–.013 | .007–.015 | .009–.016 | .011–.018 | .012–.018 | |
| 4 | 160 | 300 | 430 | IPR | .004–.006 | .004–.011 | .004–.011 | .005–.013 | .007–.015 | .009–.016 | .009–.018 | .010–.018 | |
| 5 | 100 | 210 | 330 | IPR | .004–.006 | .004–.007 | .004–.009 | .004–.011 | .006–.013 | .008–.015 | .009–.016 | .009–.017 | |
| 6 | 130 | 200 | 260 | IPR | .004–.006 | .004–.007 | .004–.009 | .004–.011 | .006–.013 | .008–.015 | .009–.016 | .009–.017 | |
| M | 1 | 70 | 180 | 300 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.010 | .007–.011 | .008–.011 |
| 2 | 100 | 200 | 300 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.010 | .007–.011 | .008–.011 | |
| 3 | 70 | 130 | 200 | IPR | .003–.005 | .003–.005 | .003–.006 | .004–.006 | .005–.009 | .006–.010 | .007–.011 | .008–.011 | |
| K | 1 | 260 | 460 | 660 | IPR | .004–.010 | .005–.013 | .006–.017 | .007–.019 | .010–.023 | .011–.025 | .014–.028 | .014–.030 |
| 2 | 260 | 430 | 590 | IPR | .004–.010 | .005–.012 | .006–.014 | .007–.016 | .010–.019 | .011–.024 | .014–.028 | .014–.030 | |
| 3 | 230 | 310 | 390 | IPR | .004–.009 | .005–.010 | .006–.014 | .006–.016 | .008–.019 | .010–.024 | .012–.025 | .013–.026 | |
| S | 1 | 30 | 70 | 100 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 |
| 2 | 30 | 70 | 100 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 | |
| 3 | 50 | 80 | 110 | IPR | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | .005–.008 | .005–.008 | |
| 4 | 70 | 100 | 130 | IPR | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .003–.005 | .004–.006 | .004–.007 | |
| 被削材 グループ | 切削速度 | メトリック | |||||||||||
| 範囲 | 推奨送り量(/rev) | ||||||||||||
| 最小 | 開始値 | 最大 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 70 | 125 | 175 | mm/r | 0,09–0,18 | 0,10–0,21 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 |
| 1 | 70 | 120 | 170 | mm/r | 0,09–0,18 | 0,10–0,22 | 0,12–0,24 | 0,14–0,30 | 0,18–0,36 | 0,23–0,42 | 0,27–0,48 | 0,28–0,50 | |
| 2 | 90 | 135 | 180 | mm/r | 0,09–0,18 | 0,10–0,25 | 0,12–0,27 | 0,14–0,33 | 0,18–0,39 | 0,23–0,45 | 0,27–0,51 | 0,28–0,50 | |
| 3 | 60 | 95 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,28–0,45 | 0,30–0,46 | |
| 4 | 50 | 90 | 130 | mm/r | 0,09–0,16 | 0,10–0,28 | 0,11–0,29 | 0,13–0,33 | 0,17–0,37 | 0,22–0,41 | 0,24–0,45 | 0,25–0,46 | |
| 5 | 30 | 65 | 100 | mm/r | 0,09–0,15 | 0,10–0,18 | 0,10–0,22 | 0,11–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| 6 | 40 | 60 | 80 | mm/r | 0,09–0,15 | 0,09–0,18 | 0,10–0,22 | 0,10–0,27 | 0,15–0,32 | 0,19–0,37 | 0,23–0,42 | 0,24–0,43 | |
| M | 1 | 20 | 55 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 |
| 2 | 30 | 60 | 90 | mm/r | 0,07–0,12 | 0,08–0,13 | 0,08–0,16 | 0,10–0,18 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| 3 | 20 | 40 | 60 | mm/r | 0,07–0,12 | 0,08–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,22 | 0,15–0,26 | 0,18–0,27 | 0,19–0,28 | |
| K | 1 | 80 | 140 | 200 | mm/r | 0,11–0,26 | 0,13–0,32 | 0,15–0,44 | 0,18–0,49 | 0,25–0,58 | 0,29–0,64 | 0,35–0,70 | 0,36–0,75 |
| 2 | 80 | 130 | 180 | mm/r | 0,11–0,26 | 0,13–0,31 | 0,15–0,36 | 0,18–0,40 | 0,25–0,48 | 0,29–0,60 | 0,35–0,70 | 0,36–0,75 | |
| 3 | 70 | 95 | 120 | mm/r | 0,10-0,22 | 0,12-0,25 | 0,15-0,35 | 0,16-0,40 | 0,20-0,48 | 0,26-0,60 | 0,30-0,63 | 0,32-0,65 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 |
| 2 | 10 | 20 | 30 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 3 | 15 | 25 | 35 | mm/r | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,13 | 0,10–0,15 | 0,11–0,17 | 0,12–0,19 | 0,13–0,21 | |
| 4 | 20 | 30 | 40 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,05–0,10 | 0,07–0,12 | 0,08–0,13 | 0,08–0,13 | 0,09–0,15 | 0,10–0,17 | |
I have read and accepted the Terms & Conditions of use







![KTIP KTFS WRENCH D=8[0.315]-27.99[1.102]](https://images.kennametal.com/is/image/Kennametal/43601?$PRODUCT-REFERENCE-THUMBNAIL-IMAGE$ "KTIP KTFS WRENCH D=8[0.315]-27.99[1.102]")
ISO製品型番
ANSI製品型番
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO製品型番 | 材種 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?