5654267
XPLT060308ERD41
XPLT060308ERD41
SP6519
牌价
/每个
折扣
您的价格
/每个
出售时采用的包装 0调整以满足最小包装尺寸。
最小数量: 0调整以达到最低订单数量。
有库存这个产品不再供应较长交货期




 Spiral Circular
Spiral Circular Slotting: Shoulder
Slotting: Shoulder 端面铣削
端面铣削 螺旋铣削
螺旋铣削 坡铣: 毛坯
坡铣: 毛坯 刀座
刀座 沉孔加工
沉孔加工 插铣: 球形刀尖
插铣: 球形刀尖 Inclined Square End Mill
Inclined Square End MillDownloaded file will be available after import in the {{cadTool}} tool library.
| 物料号 | 5661215 |
| 公制样本编号 | A7792VXP06SA1.0Z4R1.4 |
| 英制样本编号 | A7792VXP06SA1.0Z4R1.4 |
| 材质 | S |
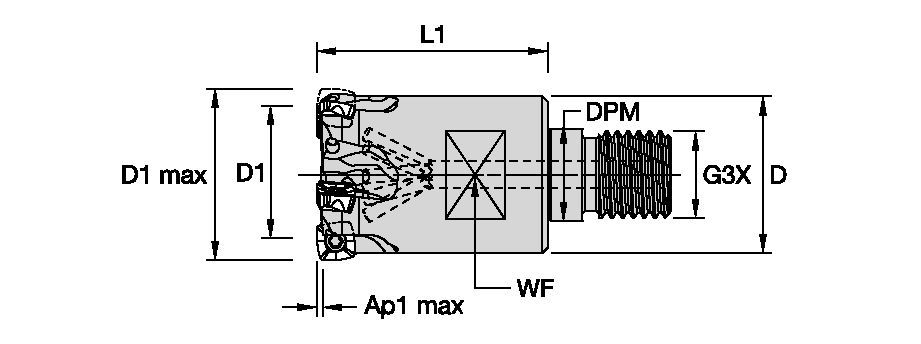
| [D1MAX] 最大切削直径 | 25.2 mm |
| [D1MAX] 最大切削直径 | .992 in |
| [D1] 有效的切削直径 | 16.002 mm |
| [D1] 有效的切削直径 | .63 in |
| [L2] 刀头长度 | 35 mm |
| [L2] 刀头长度 | 1.378 in |
| [G3X] 外部连接螺纹尺寸 | M12 |
| [DPM] 机床侧定位孔直径 | 12.5 mm |
| [DPM] 机床侧定位孔直径 | .492 in |
| [AP1MAX] 第一个最大切深 | 0.9 mm |
| [AP1MAX] 第一个最大切深 | .035 in |
| [Z] 排屑槽数量 | 4 |
Spiral CircularSlotting: Shoulder端面铣削螺旋铣削坡铣: 毛坯刀座沉孔加工插铣: 球形刀尖Inclined Square End Mill通过创建解决方案计算速度和进给
创建解决方案后,只需选择进给和速度图标,我们的系统将提供建议。您可以通过添加您的机床和参数来定制信息,或者使用滑块进行调整。
| 7792 Series • IC06 • Insert Selection Guide | ||||||
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1-P2 | ...M41 | KCPM40 | ...D41 | SP6519 | ...D41 | X400 |
| P3-P4 | ...M41 | KCPM40 | …D | KC522M | …D | KCPM40 |
| P5-P6 | ...M41 | KCPM40 | ...D41 | X500 | ...D41 | X500 |
| M1-M2 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| M3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| K1-K2 | …D | KCPK30 | …D | KCPK30 | …D | KCPK30 |
| K3 | …D | KCPK30 | …D | KCPK30 | …D | KCPK30 |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| S4 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| H1 | …D | KCKP10 | …D | KCKP10 | …D | KCPM40 |
| Önerilen başlangıç ilerlemeleri [mm] • Yüksek ilerleme | |||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||
| DOC | 30% | 40–100% | |||||
| (mm) | L | M | H | L | M | H | |
| .S..D | 0,9 | 0,31 | 0,62 | 0,92 | 0,28 | 0,56 | 0,84 |
| .S..D | 0,6 | 0,35 | 0,70 | 1,04 | 0,32 | 0,64 | 0,94 |
| .S..D | 0,5 | 0,38 | 0,75 | 1,12 | 0,34 | 0,69 | 1,02 |
| .E..D41 | 0,9 | 0,17 | 0,46 | 0,77 | 0,16 | 0,42 | 0,70 |
| .E..D41 | 0,6 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 |
| .E..D41 | 0,5 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 |
| .E..M41 | 0,8 | 0,17 | 0,46 | 0,77 | 0,16 | 0,42 | 0,70 |
| .E..M41 | 0,6 | 0,19 | 0,52 | 0,87 | 0,18 | 0,48 | 0,79 |
| .E..M41 | 0,5 | 0,21 | 0,56 | 0,94 | 0,19 | 0,52 | 0,85 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
| 7792 Series • IC06 • Recommended Starting Feeds for Plunging [mm/th] | ||||
| Kesici uç geometrisi |  | Diş başına programlanan ilerleme (fz) | ||
| L | M | H | ||
| .S..D | 0,10 | 0,20 | 0,30 | |
| .E..D41 | 0,06 | 0,15 | 0,25 | |
| .E..M41 | 0,06 | 0,15 | 0,25 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| 7792 Series • IC06 • Recommended Starting Feeds for Plunging [IPT] | ||||
| Kesici uç geometrisi | | Diş başına programlanan ilerleme (fz) | ||
| L | M | H | ||
| .S..D | 0.004 | 0.008 | 0.012 | |
| .E..D41 | 0.002 | 0.006 | 0.010 | |
| .E..M41 | 0.002 | 0.006 | 0.010 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Önerilen başlangıç ilerlemeleri [mm] • Yüksek ilerleme | |||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||
| DOC | 30% | 40–100% | |||||
| (Inch) | L | M | H | L | M | H | |
| .S..D | 0.035 | 0.012 | 0.024 | 0.036 | 0.011 | 0.022 | 0.033 |
| .S..D | 0.025 | 0.014 | 0.029 | 0.043 | 0.013 | 0.026 | 0.039 |
| .S..D | 0.02 | 0.016 | 0.032 | 0.048 | 0.015 | 0.029 | 0.043 |
| .E..D41 | 0.035 | 0.007 | 0.019 | 0.031 | 0.006 | 0.017 | 0.028 |
| .E..D41 | 0.025 | 0.008 | 0.022 | 0.037 | 0.007 | 0.020 | 0.033 |
| .E..D41 | 0.02 | 0.009 | 0.025 | 0.041 | 0.008 | 0.022 | 0.037 |
| .E..M41 | 0.031 | 0.007 | 0.019 | 0.031 | 0.006 | 0.017 | 0.028 |
| .E..M41 | 0.025 | 0.008 | 0.022 | 0.037 | 0.007 | 0.020 | 0.033 |
| .E..M41 | 0.02 | 0.009 | 0.025 | 0.041 | 0.008 | 0.022 | 0.037 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
| 7792 Series IC06 • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Kalite | KC510M | KC522M | KCPK30 | KCKP10 | KCPM40 | KCSM40 | SP6519 | SC6525 | X400 | X500 | |||||||||||||||||||||
| Talaş kalınlığı hex mm | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – | 330 | 285 | 270 | 455 | 395 | 370 | 300 | 295 | 260 | 295 | 260 | 245 | 350 | 320 | 300 | 295 | 215 | 130 | 371 | 254 | 142 | 260 | 190 | 120 | 270 | 200 | 130 |
| 2 | – | – | – | 275 | 240 | 200 | 280 | 255 | 230 | 310 | 275 | 240 | 250 | 215 | 180 | 300 | 270 | 220 | 260 | 190 | 115 | 325 | 225 | 121 | 230 | 170 | 105 | 240 | 280 | 115 | |
| 3 | – | – | – | 255 | 215 | 175 | 255 | 230 | 205 | 275 | 240 | 205 | 230 | 195 | 160 | 280 | 240 | 195 | 230 | 165 | 100 | 292 | 200 | 104 | 200 | 150 | 95 | 210 | 155 | 100 | |
| 4 | 245 | 200 | 170 | 225 | 185 | 150 | 225 | 185 | 160 | 240 | 205 | 160 | 205 | 170 | 135 | 240 | 205 | 165 | 175 | 125 | 75 | 208 | 146 | 79 | 150 | 110 | 70 | 160 | 120 | 75 | |
| 5 | – | – | – | 185 | 170 | 150 | 190 | 170 | 150 | 205 | 160 | 125 | 170 | 155 | 135 | 200 | 180 | 160 | 140 | 105 | 70 | 158 | 121 | 79 | – | – | – | 130 | 100 | 70 | |
| 6 | – | – | – | 165 | 125 | 100 | 160 | 135 | 110 | 160 | 125 | 110 | 150 | 115 | 90 | 180 | 140 | 100 | 120 | 85 | 50 | 142 | 100 | 58 | – | – | – | 110 | 80 | 50 | |
| M | 1 | – | – | – | 205 | 180 | 165 | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 | 270 | 195 | 115 | 192 | 154 | 121 | – | – | – | 250 | 185 | 115 |
| 2 | – | – | – | 185 | 160 | 130 | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | 235 | 170 | 105 | 258 | 183 | 108 | – | – | – | 220 | 160 | 100 | |
| 3 | – | – | – | 140 | 120 | 95 | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | 195 | 140 | 85 | 208 | 150 | 92 | – | – | – | 180 | 130 | 80 | |
| K | 1 | 295 | 265 | 240 | 230 | 205 | 185 | 295 | 265 | 240 | 410 | 330 | 240 | – | – | – | – | – | – | – | – | – | 392 | 271 | 146 | – | – | – | – | – | – |
| 2 | 230 | 205 | 190 | 180 | 160 | 150 | 235 | 210 | 190 | 280 | 245 | 190 | – | – | – | – | – | – | – | – | – | 304 | 208 | 117 | – | – | – | – | – | – | |
| 3 | 195 | 175 | 160 | 150 | 135 | 120 | 195 | 175 | 160 | 240 | 195 | 160 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | 640 | 570 | 525 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 580 | 535 | 490 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 40 | 35 | 25 | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 | 55 | 40 | 20 | – | – | – | – | – | – | 45 | 35 | 25 |
| 2 | – | – | – | 40 | 35 | 25 | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | 45 | 35 | 20 | – | – | – | – | – | – | 45 | 30 | 20 | |
| 3 | – | – | – | 50 | 40 | 25 | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | 55 | 40 | 25 | – | – | – | – | – | – | 50 | 40 | 25 | |
| 4 | – | – | – | 50 | 45 | 35 | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | 80 | 55 | 35 | – | – | – | – | – | – | 60 | 50 | 35 | |
| H | 1 | 130 | 105 | 80 | 120 | 90 | 70 | – | – | – | 140 | 110 | 90 | – | – | – | – | – | – | – | – | – | – | – | – | 95 | 70 | 45 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 80 | 60 | 35 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| 7792 Series IC06 • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Kalite | KC510M | KC522M | KCPK30 | KCKP10 | KCPM40 | KCSM40 | SP6519 | SC6525 | X400 | X500 | |||||||||||||||||||||
| Chip Thickness hex Inch | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – | 1085 | 935 | 885 | 1495 | 1295 | 1215 | 985 | 970 | 855 | 970 | 855 | 805 | 1150 | 1050 | 985 | 970 | 705 | 425 | 1217 | 833 | 458 | 855 | 625 | 395 | 885 | 655 | 425 |
| 2 | – | – | – | 900 | 785 | 655 | 920 | 835 | 755 | 1015 | 900 | 785 | 820 | 705 | 590 | 985 | 885 | 720 | 855 | 625 | 375 | 1067 | 742 | 396 | 755 | 560 | 345 | 785 | 920 | 375 | |
| 3 | – | – | – | 835 | 705 | 575 | 835 | 755 | 675 | 900 | 785 | 675 | 755 | 640 | 525 | 920 | 785 | 640 | 755 | 540 | 330 | 950 | 654 | 346 | 655 | 490 | 310 | 690 | 510 | 330 | |
| 4 | 805 | 655 | 560 | 740 | 605 | 490 | 740 | 605 | 525 | 785 | 675 | 525 | 675 | 560 | 445 | 785 | 675 | 540 | 575 | 410 | 245 | 692 | 475 | 258 | 490 | 360 | 230 | 525 | 395 | 245 | |
| 5 | – | – | – | 605 | 560 | 490 | 625 | 560 | 490 | 675 | 525 | 410 | 560 | 510 | 445 | 655 | 590 | 525 | 460 | 345 | 230 | 525 | 396 | 258 | – | – | – | 425 | 330 | 230 | |
| 6 | – | – | – | 540 | 410 | 330 | 525 | 445 | 360 | 525 | 410 | 360 | 490 | 375 | 295 | 590 | 460 | 330 | 395 | 280 | 165 | 458 | 329 | 196 | – | – | – | 360 | 260 | 165 | |
| M | 1 | – | – | – | 675 | 590 | 540 | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 | 885 | 640 | 375 | 625 | 508 | 396 | – | – | – | 820 | 605 | 375 |
| 2 | – | – | – | 605 | 525 | 425 | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | 770 | 560 | 345 | 854 | 604 | 358 | – | – | – | 720 | 525 | 330 | |
| 3 | – | – | – | 460 | 395 | 310 | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | 640 | 460 | 280 | 692 | 492 | 296 | – | – | – | 590 | 425 | 260 | |
| K | 1 | 970 | 870 | 785 | 755 | 675 | 605 | 970 | 870 | 785 | 1345 | 1085 | 785 | – | – | – | – | – | – | – | – | – | 1279 | 883 | 475 | – | – | – | – | – | – |
| 2 | 755 | 675 | 625 | 590 | 525 | 490 | 770 | 690 | 625 | 920 | 805 | 625 | – | – | – | – | – | – | – | – | – | 1000 | 692 | 375 | – | – | – | – | – | – | |
| 3 | 640 | 575 | 525 | 490 | 445 | 395 | 640 | 575 | 525 | 785 | 640 | 525 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | 2100 | 1870 | 1725 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 130 | 115 | 80 | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 | 180 | 130 | 65 | – | – | – | – | – | – | 150 | 115 | 80 |
| 2 | – | – | – | 130 | 115 | 80 | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 150 | 115 | 65 | – | – | – | – | – | – | 150 | 100 | 65 | |
| 3 | – | – | – | 165 | 130 | 80 | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 180 | 130 | 80 | – | – | – | – | – | – | 165 | 130 | 80 | |
| 4 | – | – | – | 165 | 150 | 115 | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 260 | 180 | 115 | – | – | – | – | – | – | 195 | 165 | 115 | |
| H | 1 | 425 | 345 | 260 | 395 | 295 | 230 | – | – | – | 460 | 360 | 295 | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 230 | 150 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 260 | 195 | 115 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| 7792 Series IC06 • Ramping Application Data • Straight-Edged Inserts • Metric | |||||
| D1 maks | Rampalama açısı (°) | ae maks | Yüzey frezeleme kanalı ölçüsü | DH min [mm] - (min hole diameter) | DH min (minumum delik çapı) |
| 16 | 7.0° | 3 | 7.6 | 22 | 30 |
| 20 | 4.3° | 3 | 11.6 | 30 | 38 |
| 25 | 2.6° | 3 | 16.6 | 42 | 50 |
| 32 | 1.7° | 3 | 23.6 | 54 | 62 |
| 35 | 1.3° | 3 | 23.6 | 60 | 68 |
| NOTE: Maximum ramp angle decreases as nose radius increases. | |||||
| 7792 Series IC06 • Ramping Application Data • Curved Edges • Metric | |||||
| D1 maks | Rampalama açısı (°) | ae maks | Yüzey frezeleme kanalı ölçüsü | DH min [mm] - (min hole diameter) | DH min (minumum delik çapı) |
| 16 | 5.9° | 3 | 7,6 | 22 | 30 |
| 20 | 3.4° | 3 | 11,6 | 30 | 38 |
| 25 | 2.2° | 3 | 16,6 | 42 | 50 |
| 32 | 1.4° | 3 | 23,6 | 54 | 62 |
| 35 | 1.3° | 3 | 23,6 | 60 | 68 |
| NOTE: Maximum ramp angle decreases as nose radius increases. | |||||
| 7792 Series IC06 • Ramping Application Data • Curved Edges • Inch | |||||
| D1 maks | Rampalama açısı (°) | ae maks | Yüzey frezeleme kanalı ölçüsü | DH min [Inch] - (min hole diameter) | DH min (minumum delik çapı) |
| 0.63 | 8.2° | 0.118 | 0.26 | 0.856 | 1.171 |
| 0.75 | 6.7° | 0.118 | 0.38 | 1.106 | 1.421 |
| 1.00 | 4.3° | 0.118 | 0.63 | 1.606 | 1.921 |
| 1.25 | 2.6° | 0.118 | 0.88 | 2.106 | 2.421 |
| NOTE: Maximum ramp angle decreases as nose radius increases. | |||||
| 7792 Series IC06 • Ramping Application Data • Straight-Edged Inserts • Inch | |||||
| D1 maks | Rampalama açısı (°) | ae maks | Yüzey frezeleme kanalı ölçüsü | DH min [Inch] - (min hole diameter) | DH min (minumum delik çapı) |
| 0.63 | 7.2° | 0.118 | 0.282 | 0.856 | 1.171 |
| 0.75 | 4.8° | 0.118 | 0.380 | 1.106 | 1.421 |
| 1.00 | 2.5° | 0.118 | 0.630 | 1.606 | 1.921 |
| 1.25 | 1.7° | 0.118 | 0.880 | 2.106 | 2.421 |
| NOTE: Maximum ramp angle decreases as nose radius increases. | |||||
| 7792 Series IC06 • Programing Data • Curved Edges • Metric [mm] | |||
| IC | Köşe radyüsu | R | L |
| 06 | 0,8 | 1,37 | 0,4 |
| 09 | 0,8 | 2,01 | 0,73 |
| 1,2 | 2,27 | 0,67 | |
| 12 | 0,8 | 2,5 | 1,02 |
| 1,2 | 2,73 | 0,97 | |
| 16 | 1,2 | 4,18 | 1,46 |
| 7792 Series IC06 • Programing Data • Straight-Edged Inserts • Metric [mm] | |||
| IC | Köşe radyüsu | R | L |
| 06 | 0,8 | 1,46 | 0,529 |
| 09 | 0,8 | 2,13 | 1,025 |
| 1,2 | 2,25 | 0,95 | |
| 12 | 0,8 | 2,46 | 1,33 |
| 1,2 | 2,79 | 1,27 | |
| 2 | 3,42 | 1,13 | |
| 16 | 1,2 | 3,56 | 1,82 |
| CNC Program • Corner Radius Definition The use of common CAD/CAM systems requires a round insert dimension to be known for cavity machining. For finish pass applications: Wiper facet for finishing use max. feed 0,8mm. | |||
| 7792 Series IC06 • Programing Data • Curved Edges • Inch [inch] | |||
| IC | Köşe radyüsu | R | L |
| 06 | 0.031 | 0.057 | 0.016 |
| 09 | 0.031 | 0.079 | 0.028 |
| 0.047 | 0.089 | 0.026 | |
| 12 | 0.031 | 0.098 | 0.040 |
| 0.047 | 0.107 | 0.038 | |
| 16 | 0.047 | 0.164 | 0.057 |
| 7792 Series IC06 • Programing Data • Straight-Edged Inserts • Inch [inch] | |||
| IC | Köşe radyüsu | R | L |
| 06 | 0.031 | 0.057 | 0.021 |
| 09 | 0.031 | 0.084 | 0.040 |
| 0.047 | 0.088 | 0.037 | |
| 12 | 0.031 | 0.097 | 0.052 |
| 0.047 | 0.109 | 0.050 | |
| 0.079 | 0.134 | 0.044 | |
| 16 | 0.047 | 0.140 | 0.072 |
| CNC Program • Corner Radius Definition The use of common CAD/CAM systems requires a round insert dimension to be known for cavity machining. For finish pass applications: Wiper facet for finishing use max. feed 0.031". | |||
I have read and accepted the Terms & Conditions of use






ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?