Como compor o grau:
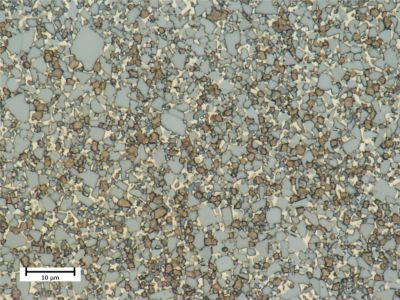
Quando o pó de WC é então misturado com aglutinantes em pó, normalmente cobalto ou níquel, bem como com outros aditivos, tem-se um “pó graduado”. Cada grau tem diferentes quantidades de WC e aglutinantes adicionados, bem como grãos de tamanho variável do pó de WC. As peças de desgaste da centrífuga normalmente têm de 6 a 10% de aglutinantes, com balanceamento feito de WC, e tamanhos de grãos de menos de 1 mícron a 3 mícrons de tamanho, e com aditivos resistentes à corrosão.
Como moldar o pó:
A prensagem do pó graduado em um molde com uma prensa hidráulica é o método mais econômico para peças menores que são produzidas em massa. Nossas placas centrífugas são produzidas usando este método.
A fabricação de peças grandes ou complexas, como bicos de avanço e descarga, exige que o pó graduado seja compactado em “lingotes” por pressão hidrostática. Independentemente do método através do qual o metal duro foi compactado, ele ainda será um material muito macio, semelhante a giz, denominado “verde”. Se necessário, o compacto verde pode ser moldado por métodos convencionais de torneamento, furação, fresamento ou retificação para criar uma “pré-forma”. Também podemos produzir pré-formas de metal duro usando a manufatura aditiva.
Sinterização:
A “pré-forma” de metal duro é, então, colocada em uma bandeja que é carregada em um forno de sinterização e aquecida até o ponto de fusão do aglutinante, geralmente de 2.500°F a 2.800°F. A sinterização faz com que a peça encolha em cerca de 20% na medição linear e aproximadamente 50% por volume. Após a refrigeração, você tem um blanket de metal duro.
Acabamento:
O metal duro pode ser usado “como sinterizado” e soldado ao aço, como com nossas placas, fixado com epóxi e montado com aço para determinados bocais de descarga ou até mesmo acabado para tolerâncias exatas para componentes com encaixe crítico.