
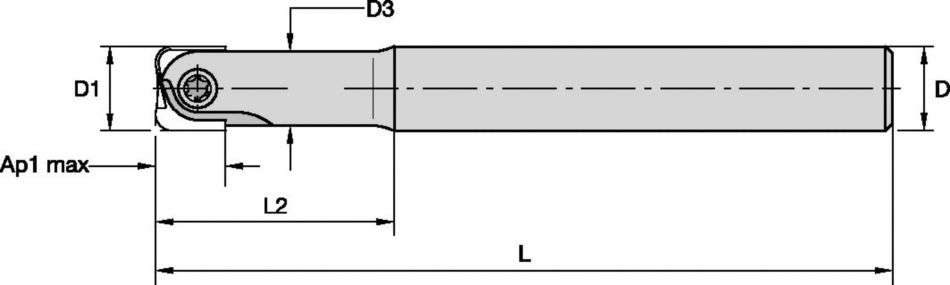
Fresas de topo para fundo plano e acabamento com ângulo de saída KDMT • Fresas de topo com gargalo • Haste cilíndrica lisa • Aço • Métrico
Fresas de topo para fundo plano e acabamento com ângulo de saída
Características e benefícios
- Diâmetros disponíveis: de 12mm a 25mm.
- Alta precisão e precisão de batimento.
- Pode ser usado com mandril térmico (Shrink Fit), tolerância da haste h6.
- Adequada para operações de desbaste e acabamento.
- Trabalha com insertos toroidais e de alto avanço.
Usos e aplicações
Fresamento de rampa: blank
Abertura de canal: ponta esférica
Fresamento lateral/fresamento de canto: ponta esférica
Fresamento de perfil 3D
Haste — Cilíndrica lisa
Fresamento de cavidade
