Bem-vindo!
Confirme suas preferências
Atualizar preferências
Sugestões de produtos
Product Family suggestions
Kennametal ao seu serviço
Olá., User Name
Sua conta selecionada:
Existe um problema com a sua conta. Entre em contato com o suporte ao cliente.
Conta do vendedor Alterar conta
Conta de entrega Alterar conta
- Painel de controle
- Gerenciar pedidos
- Gerenciar canais
- Catálogo de endereços
Notificações
Marcar todas como lidas- Alterar senha
- Meu perfil
- Desconectar
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Kennametal ao seu serviço
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Editando solução
Adicionando solução
Nome da solução:{{SolutionName}}- Produtos
- /
- GOmill GP • 4CH..DK-DL • 4 canais • Métrica
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



GOmill GP • 4CH..DK-DL • 4 canais • Métrica
GOmill GP • 4CH..DK-DL • Curta • Média
Características e benefícios
- Corte até o centro.
Usos e aplicações
Fresamento de rampa: blank
Abertura de canal: topo reto
Fresamento lateral/fresamento de canto: topo reto
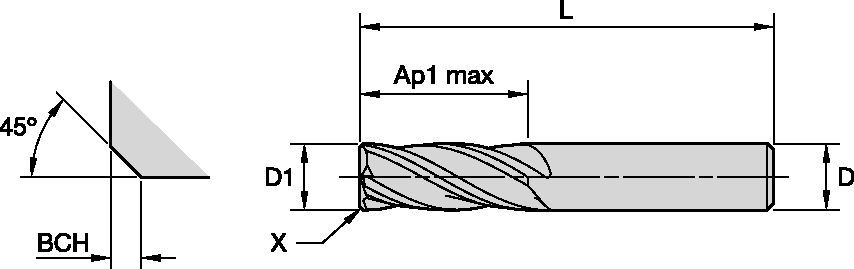
Número DIN 6527
Dimensões da ferramenta: Configuração de canal: 4
Ângulo de hélice: 30°
Estilo de canto: Canto com chanfro
| Parmak freze toleransları | |||
| D1 | Tolerans e8 | D | Tolerans h6 + / - |
| ≤ 3 | -0,014 / -0,028 | ≤ 3 | +0 / -0,006 |
| -0,020 / -0,038 | +0 / -0,008 | ||
| -0,025 / -0,047 | +0 / -0,009 | ||
| -0,032 / -0,059 | +0 / -0,011 | ||
| -0,040 / -0,073 | +0 / -0,013 | ||
 |  |  | ||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | ||||||||||||||||||
| A | B | Kesme hızı; | D1 | |||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 1000 | fz | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,016 | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 750 | fz | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | ||
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
 |  |  | |||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | |||||||||||||||||
| A | B | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |