
KenDrill™ Deep HPR • 30 x D • Refrigeração interna • Haste reta • Métrico
Broca de furação profunda de metal duro para ferro fundido e aços
Características e benefícios
- Performance comprovada com nossa geometria de brocas HPR, apresentando nossa classe KCK10A resistente ao calor e ao desgaste.
- Alta produtividade com velocidades quatro vezes mais rápidas do que as brocas convencionais.
- Maior vida útil da ferramenta em aço e ferro em comparação com os concorrentes.
- Economia nos resultados com o aumento da taxa de remoção de metal.
Usos e aplicações
Furação
Furação: saída inclinada
Furação: Placas sobrepostas
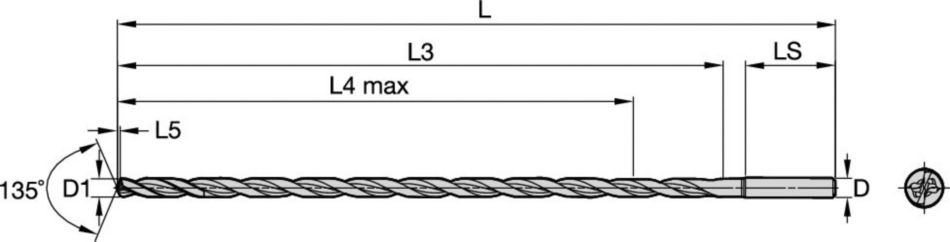
Dimensões da ferramenta: 2 canais/4 guias/com refrigeração
Número DIN 6535
Furação — Refrigeração interna
Refrigeração interna: Quantidade Mínima de Lubrificação (MQL): Furação
Haste — Cilíndrica lisa ≤h6
Ângulo de hélice: 30°
Drilling: Cross-Hole Drilling