Bem-vindo!
Confirme suas preferências
Atualizar preferências
Sugestões de produtos
Product Family suggestions
Kennametal ao seu serviço
Olá., User Name
Sua conta selecionada:
Existe um problema com a sua conta. Entre em contato com o suporte ao cliente.
Conta do vendedor Alterar conta
Conta de entrega Alterar conta
- Painel de controle
- Gerenciar pedidos
- Gerenciar canais
- Catálogo de endereços
Notificações
Marcar todas como lidas- Alterar senha
- Meu perfil
- Desconectar
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Kennametal ao seu serviço
Itens adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Editando solução
Adicionando solução
Nome da solução:{{SolutionName}}- Produtos
- /
- Ferramentas de usinagem
- /
- Fresamento
- /
- Fresamento intercambiável
- /
- Fresas de cerâmica
- /
- Fresas de cerâmica • RN
- /
- KSSR • RN
- /
- KSSR - RN • Fresas de facear • Métrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

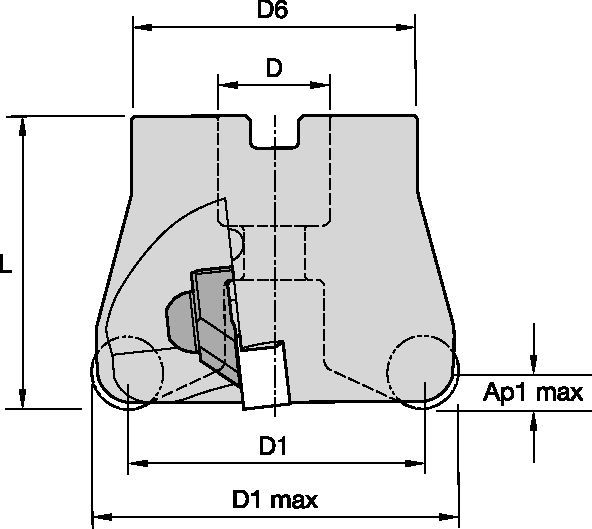
KSSR - RN • Fresas de facear • Métrico
Fresas de facear
Características e benefícios
- Primeira opção para fresamento de face de ligas de alta temperatura e materiais duros ou endurecidos até 60 HRC.
- Excelente produtividade através da redução considerável do tempo de usinagem.
Usos e aplicações
Fresamento de face
Abertura de canal: ponta esférica
Fresamento lateral/fresamento de canto: ponta esférica
Fresamento — Lateral e de face
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | ..T.. | KY2100 / KYSM10 | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KY4300 / KYHS10 | ..T.. | KYS30 | ..T.. | KY2100 / KYSM10 |
| S3 | ..T.. | KYS30 | ..T.. | KYS30 | ..T.. | KY4300 / KYHS10 |
| S4 | – | – | – | – | – | – |
| H1 | ..E | KY4300 / KYHS10 | ..T.. | KY4300 / KYHS10 | – | – |
A uma profundidade de corte (ap) de 6,35mm
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
A uma profundidade de corte (ap) de 3,18mm
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,09 | 0,10 | 0,11 | 0,07 | 0,08 | 0,09 | 0,06 | 0,07 | 0,07 | 0,06 | 0,06 | 0,07 | 0,06 | 0,06 | 0,07 | ..E |
| ..T.. | 0,17 | 0,26 | 0,28 | 0,13 | 0,19 | 0,21 | 0,11 | 0,17 | 0,19 | 0,10 | 0,16 | 0,17 | 0,10 | 0,16 | 0,17 | ..T.. |
A uma profundidade de corte (ap) de 1,59mm
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,11 | 0,12 | 0,13 | 0,08 | 0,09 | 0,10 | 0,07 | 0,08 | 0,09 | 0,07 | 0,07 | 0,08 | 0,07 | 0,07 | 0,08 | ..E |
| ..T.. | 0,20 | 0,30 | 0,33 | 0,15 | 0,22 | 0,25 | 0,13 | 0,20 | 0,21 | 0,12 | 0,18 | 0,20 | 0,12 | 0,18 | 0,20 | ..T.. |
A uma profundidade de corte (ap) de 0,79mm
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,20 | 0,21 | 0,23 | 0,15 | 0,16 | 0,18 | 0,13 | 0,14 | 0,15 | 0,12 | 0,13 | 0,14 | 0,12 | 0,13 | 0,14 | ..E |
| ..T.. | 0,35 | 0,54 | 0,59 | 0,26 | 0,40 | 0,44 | 0,23 | 0,35 | 0,38 | 0,21 | 0,33 | 0,36 | 0,21 | 0,32 | 0,35 | ..T.. |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,16 | 0,17 | 0,11 | 0,12 | 0,13 | 0,09 | 0,10 | 0,11 | 0,09 | 0,10 | 0,10 | 0,09 | 0,09 | 0,10 | ..E |
| ..T.. | 0,26 | 0,39 | 0,43 | 0,19 | 0,29 | 0,32 | 0,17 | 0,26 | 0,28 | 0,16 | 0,24 | 0,26 | 0,15 | 0,23 | 0,26 | ..T.. |
Velocidades recomendadas iniciais [m/min]
| Malzeme grubu | KYHS10 | KYSM10 | KYSP30 | |||||||
| P | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 |
| 2 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | |
| 3 | 730 | 620 | 510 | 1550 | 1260 | 970 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | – | – | – | |
| H | 1 | 365 | 310 | 240 | – | – | – | – | – | – |