
K105 (~5 x D) • K10 • Haste versão A • Brocas TF
Brocas TF • Altas taxas de remoção de material (MRR) • Sem refrigeração
Características e benefícios
- TF drills without through coolant for high metal removal rates and excellent hole quality in short chipping materials such as gray cast iron, ductile iron, and aluminum, as well as in short-hole titanium applications.
- Material-specific SC drill with three cutting edges for higher feed rates than with two-edged drills.
- Three spacious flutes for rapid chip evacuation.
- Three-margin lands deliver better hole quality and straightness than two-flute drills.
- TiAlN-coated KC7210™ grade for higher wear resistance at elevated speeds.
- Uncoated K10™ grade helps to prevent built-up edge in drilling aluminum and high-temp alloys.
Usos e aplicações
Furação
Furação: saída inclinada
Refrigeração externa: Furação
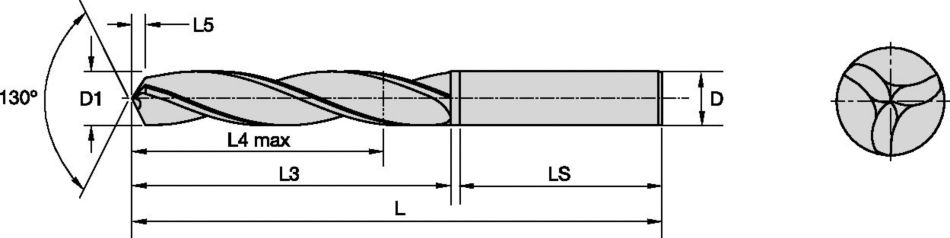
Haste — Cilíndrica lisa ≤h6
Ângulo de hélice: 30°
Profundidade da furação: 5x
Drilling: Cross-Hole Drilling



