정가
/개당
할인
가격
/개당
패키지로 판매 0최소 패키지 크기에 맞게 조정됩니다.
최소 수량: 0패키지 크기 요건을 충족하도록 조정됨.
재고 있음이 제품은 더 이상 사용할 수 없습니다.긴 배송기간



Downloaded file will be available after import in the {{cadTool}} tool library.
| 제품 번호 | 4140628 |
| ISO 카탈로그 ID | SECX1404AEENGN |
| ASI 카탈로그 ID | SECX443AEEN7GN |
| Grade | KC725M |
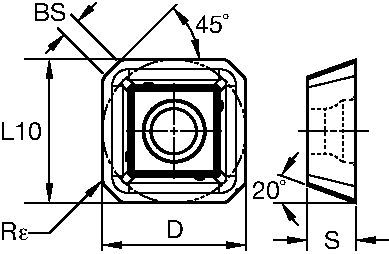
| [D] Insert IC Size | 14 mm |
| [D] Insert IC Size | 0.551 in |
| [BS] Corner Facet Length | 1.85 mm |
| [BS] Corner Facet Length | 0.073 in |
| [L10] Insert Cutting Edge Length | 14 mm |
| [L10] Insert Cutting Edge Length | 0.5512 in |
| [Rε] Corner Radius | 1 mm |
| [Rε] Corner Radius | 0.039 in |
| [S] Insert Thickness | 4.763 mm |
| [S] Insert Thickness | 0.1875 in |
| Average Chip Thickness [HM] | 0.064 mm |
| Average Chip Thickness [HM] | 0.0025 in |
| Cutting Edges per Insert | 4 |
재종

KC725M
Calidad de metal duro recubierto con una capa PVD AlTiN avanzada. La calidad KC725M es una calidad de alto rendimiento para mecanizado de acero, acero inoxidable y aleaciones a alta temperatura. La buena resistencia al choque térmico del sustrato hace a esta calidad ideal tanto para mecanizado húmedo como seco. Se utiliza principalmente para el mecanizado general e intensivo.
이송 및 속도를 계산하려면 솔루션을 생성하세요.
솔루션 생성 후 이송 및 속도 아이콘을 선택하면 추천 값이 제공됩니다. 기계와 사양을 추가하여 사용자 정보를 지정하거나 슬라이더를 사용하여 조정할 수 있습니다.
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGD2 |
| .E..NGN | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGN |
| .S..NGN | 1,04 | 2,03 | 3,41 | 0,78 | 1,50 | 2,49 | 0,68 | 1,30 | 2,16 | 0,63 | 1,22 | 2,01 | 0,62 | 1,19 | 1,97 | .S..NGN |
| 경절삭 | 범용 | 중황삭 |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGD2 |
| .E..NGN | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGN |
| .S..NGN | .043 | .087 | .165 | .031 | .061 | .103 | .027 | .052 | .086 | .025 | .048 | .080 | .024 | .047 | .078 | .S..NGN |
| 소재 그룹 | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 75 | 55 | 35 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 소재 그룹 | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 240 | 180 | 120 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 커터 직경 | 최대 램핑 | 최대 Ap1 | 최소 홀 직경(DH) | 최소 플랫바텀 홀 직경(DH1) | 최대 홀 직경 플랫바텀 아님 |
| 50mm | 2.11° | 1,65 | 96,34 | 78,02 | 100 |
| 52mm | 1.97° | 1,65 | 100,34 | 82,02 | 104 |
| 63mm | 1.46° | 1,65 | 122,34 | 104,02 | 126 |
| 66mm | 1.37° | 1,65 | 128,34 | 110,02 | 132 |
| 80mm | 1.04° | 1,65 | 156,34 | 138,02 | 160 |
| 100mm | 0.78° | 1,65 | 196,34 | 178,02 | 200 |
| 125mm | 0.59° | 1,65 | 246,34 | 228,02 | 250 |
| Rt | Wt | t |
| 4,1 | 11,0 | 1,3 |
| cutter diameter | max ramping | Ap1 max | min hole diameter (DH) | min flat-bottom hole diameter (DH1) | max hole diameter no flat bottom |
| 2.0" | 2.05° | .065" | 3.856" | 3.134" | 4.0" |
| 2.5" | 1.45° | .065" | 4.856" | 4.134" | 5.0" |
| 3.0" | 1.11° | .065" | 5.856" | 5.134" | 6.0" |
| 4.0" | 0.76° | .065" | 7.856" | 7.134" | 8.0" |
| 5.0" | 0.58° | .065" | 9.856" | 9.134" | 10.0" |
| Rt | Wt | t |
| .161 | .433 | .051 |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 |  | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..NGD2 | KC725M | .E..NGN | KC725M | .S..NGN | KC725M |
| H1 | – | – | – | – | – | – |
I have read and accepted the Terms & Conditions of use


ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?