환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}- 제품
- /
- 금속가공 공구
- /
- 밀링
- /
- 인덱서블 밀링
- /
- Shoulder Mills
- /
- 5720 Series • Two Cutting Edges • Ap1 max 16mm
- /
- Cutters 5720 • Inch
- /
- 5720 Series • End Mill • Cylindrical Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

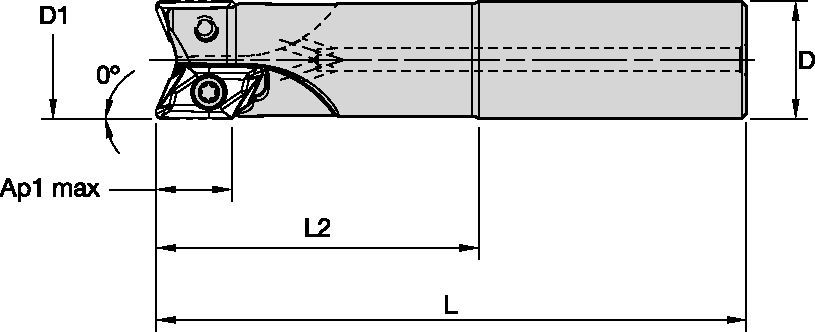
5720 Series • End Mill • Cylindrical Shank • Inch
Shoulder milling cutter for high-speed aluminum machining.
특징 및 장점
- For pocketing and profiling in aluminum and aluminum alloys.
- Maximum stability in high-speed applications.
- Excellent choice for components with thin walls due to low cutting pressure.
- Internal coolant supply.
- Reinforced pockets for high feed applications and ramping, increasing tool and productivity.
사용 및 응용 분야
Spiral Circular
Slotting: Shoulder Profiling
페이스 밀링
헬리컬 밀링
램핑: 블랭크
섕크 — 원통형 일반
밀링 — 내부 쿨런트
포켓팅
카운터 보링
Inclined Square End Mill
인서트 선택 가이드
| 5720 Series • Insert Selection Guide | ||||||
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | .F..721 | GH1 | .F..721 | GH1 | .F..721 | GH1 |
| N3 | .F..721 | GH1 | .F..721 | GH1 | .F..721 | GH1 |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
권장 초기 이송[mm]
| 5720 Series • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| ...FR721 | 0,12 | 0.45 | 0.81 | 0,08 | 0.33 | 0.58 | 0,06 | 0.25 | 0.43 | 0,06 | 0.21 | 0.38 | 0,05 | 0.2 | 0.35 |
| ...ER721 | 0.15 | 0.50 | 0.92 | 0.11 | 0.36 | 0.66 | 0.08 | 0.27 | 0.5 | 0.07 | 0,24 | 0.43 | 0.07 | 0,22 | 0,40 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
| 5720 Series • Recommended Starting Feeds [IPT] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| ...FR721 | 0,12 | 0.45 | 0.81 | 0,08 | 0.33 | 0.58 | 0,06 | 0.25 | 0.43 | 0,06 | 0.21 | 0.38 | 0,05 | 0.2 | 0.35 |
| ...ER721 | 0.15 | 0.50 | 0.92 | 0.11 | 0.36 | 0.66 | 0.08 | 0.27 | 0.5 | 0.07 | 0,24 | 0.43 | 0.07 | 0,22 | 0,40 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
권장 초기 속도[m/min]
| 5720 Series • Recommended Starting Speed [m/min] | ||||
| Kalite | GH1 | |||
| Talaş kalınlığı hex mm | Min. | Maks. | ||
| Malzeme grubu | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | 215 | 140 | 120 |
| 2 | 195 | 120 | 100 | |
| 3 | 180 | 105 | 80 | |
| N | 1 | 795 | 695 | 600 |
| 2 | 615 | 520 | 425 | |
| 3 | 615 | 520 | 425 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||
| 5720 Series • Recommended Starting Speed [SFM] | ||||
| Kalite | GH1 | |||
| Chip Thickness hex Inch | Min. | Maks. | ||
| Malzeme grubu | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | 705 | 460 | 395 |
| 2 | 640 | 395 | 330 | |
| 3 | 590 | 345 | 260 | |
| N | 1 | 2610 | 2280 | 1970 |
| 2 | 2020 | 1705 | 1395 | |
| 3 | 2020 | 1705 | 1395 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||