환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

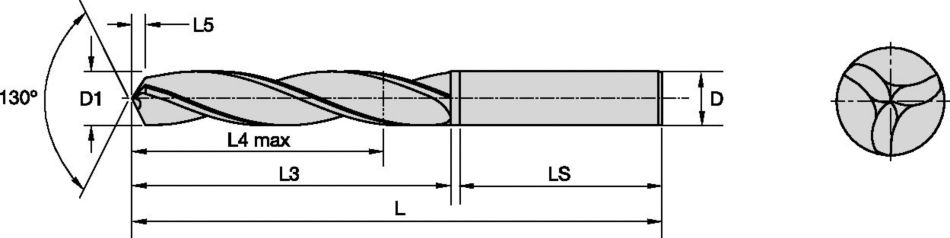
B105(~5 x D) • K10 • A 섕크 • TF 드릴
TF 드릴 • 높은 소재 제거율 • 쿨런트 미사용
특징 및 장점
- 회주철, 구상흑연주철, 알루미늄뿐만 아니라 짧은 홀 티타늄 애플리케이션 등의 숏 치핑 소재에서 높은 소재 제거율과 탁월한 홀 품질을 제공하는 내부 쿨런트 미사용 타입 TF 드릴입니다.
- 세 개의 절삭날이 있는 소재 특정 SC 드릴로, 2날 드릴보다 높은 이송 제공
- 세 개의 넓은 플루트로 빠른 칩 배출
- 3 마진 랜드가 2 플루트 드릴보다 향상된 홀 품질 및 진직도 제공
- 높은 속도에서 내마모성이 뛰어난 TiAlN 코팅 KC7210™ 재종
- 비코팅 K10™ 재종이 알루미늄 및 내열합금 드릴링에서 구성인선 방지
사용 및 응용 분야
드릴링
드릴링: 경사 출구면
공구 치수: 3플루트/3마진/쿨런트 없음
DIN 번호 6535
DIN 번호 6537
외부 쿨런트: 드릴링
섕크 — 원통형 일반 ≤h6
헬릭스각: 30°
드릴링 깊이: 5x
Drilling: Cross-Hole Drilling
TF 드릴 • B105 시리즈 • K10™ 재종 • 외부 쿨런트 • 드릴 직경 3–20mm • Metric
| Malzeme grubu |  |  | |||||||||||
| Kesme hızı | Metrik | ||||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Min. | Başlangıç değeri | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| K | 1 | 60 | 85 | 110 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 |
| 2 | 70 | 70 | 90 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 | |
| 3 | 50 | 50 | 70 | mm/dev | 0,09–0,18 | 0,10–0,18 | 0,14–0,26 | 0,18–0,33 | 0,02–0,40 | 0,22–0,48 | 0,26–0,59 | 0,28–0,66 | |
| N | 1 | 100 | 210 | 410 | mm/dev | 0,09–0,15 | 0,10–0,20 | 0,18–0,33 | 0,20–0,38 | 0,25–0,43 | 0,03–0,51 | 0,43–0,58 | 0,64–0,79 |
| 2 | 100 | 250 | 250 | mm/dev | 0,10–0,19 | 0,12–0,21 | 0,18–0,33 | 0,25–0,42 | 0,30–0,50 | 0,35–0,58 | 0,44–0,74 | 0,52–0,88 | |
| 3 | 100 | 180 | 400 | mm/dev | 0,09–0,16 | 0,10–0,20 | 0,12–0,26 | 0,16–0,36 | 0,20–0,40 | 0,24–0,45 | 0,30–0,50 | 0,34–0,60 | |
| 4 | 60 | 170 | 250 | mm/dev | 0,08–0,15 | 0,13–0,18 | 0,18–0,33 | 0,20–0,36 | 0,23–0,38 | 0,33–0,46 | 0,38–0,48 | 0,58–0,76 | |
| S | 4 | 20 | 20 | 50 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,07–0,09 | 0,09–0,12 | 0,11–0,15 | 0,13–0,18 | 0,17–0,24 | 0,22–0,30 |
| Malzeme grubu | | | |||||||||||
| Malzeme grubu | Kesme hızı | İnç | |||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Min. | Başlangıç değeri | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| K | 1 | 200 | 280 | 360 | IPR | .004–.008 | .005–.008 | .006–.011 | .008–.014 | .009–.017 | .009–.020 | .011–.024 | .012–.027 |
| 2 | 230 | 230 | 300 | IPR | .004–.008 | .005–.008 | .006–.011 | .008–.014 | .009–.017 | .009–.020 | .011–.024 | .012–.027 | |
| 3 | 160 | 160 | 230 | IPR | .004–.007 | .004–.007 | .006–.010 | .007–.013 | .001–.016 | .009–.019 | .010–.023 | .011–.026 | |
| N | 1 | 330 | 690 | 1340 | IPR | .004–.006 | .004–.008 | .007–.013 | .008–.015 | .010–.017 | .001–.020 | .017–.023 | .025–.031 |
| 2 | 330 | 820 | 820 | IPR | .004–.008 | .005–.008 | .007–.013 | .010–.017 | .012–.020 | .014–.023 | .017–.029 | .021–.035 | |
| 3 | 330 | 590 | 1310 | IPR | .004–.006 | .004–.008 | .005–.010 | .006–.014 | .008–.016 | .009–.018 | .012–.020 | .013–.024 | |
| 4 | 200 | 560 | 820 | IPR | .003–.006 | .005–.007 | .007–.013 | .008–.014 | .009–.015 | .013–.018 | .015–.019 | .023–.030 | |
| S | 4 | 70 | 70 | 160 | IPR | .001–.002 | .002–.003 | .003–.004 | .004–.005 | .004–.006 | .005–.007 | .007–.009 | .009–.012 |
| | ||||||||||||
| Kesme hızı | Metrik | ||||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Malzeme grubu | Min. | Başlangıç değeri | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| K | 1 | 60 | 85 | 110 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 |
| 2 | 70 | 72 | 90 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 | |
| 3 | 50 | 51 | 70 | mm/dev | 0,09–0,18 | 0,10–0,18 | 0,14–0,26 | 0,18–0,33 | ,020–0,40 | 0,22–0,48 | 0,26–0,59 | 0,28–0,66 | |
| N | 1 | 100 | 210 | 410 | mm/dev | 0,09–0,15 | 0,10–0,20 | 0,18–0,33 | 0,20–0,38 | 0,25–0,43 | ,033–0,51 | 0,43–0,58 | 0,64–0,79 |
| 2 | 100 | 248 | 250 | mm/dev | 0,10–0,19 | 0,12–0,21 | 0,18–0,33 | 0,25–0,42 | 0,30–0,50 | 0,35–0,58 | 0,44–0,74 | 0,52–0,88 | |
| 4 | 60 | 173 | 250 | mm/dev | 0,08–0,15 | 0,13–0,18 | 0,18–0,33 | 0,20–0,36 | 0,23–0,38 | 0,33–0,46 | 0,38–0,48 | 0,58–0,76 | |
| S | 4 | 30 | 20 | 51 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,07–0,09 | 0,09–0,12 | 0,11–0,15 | 0,13–0,18 | 0,17–0,24 | 0,22–0,30 |
| Malzeme grubu |  |  | |||||||||||
| Malzeme grubu | Kesme hızı | İnç | |||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Min. | Başlangıç değeri | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 70 | 100 | 160 | IPR | – | – | .001–.003 | .001–.003 | .001–.003 | .003–.006 | .003–.006 | – |
| Malzeme grubu | | | |||||||||||
| Kesme hızı | Metrik | ||||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Min. | Başlangıç değeri | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 20 | 30 | 50 | mm/dev | – | – | 0,03–0,08 | 0,03–0,08 | 0,03–0,08 | 0,08–0,15 | 0,08–0,15 | – |
| | ||||||||||||
| Kesme hızı | Metrik | ||||||||||||
| Aralık | Çap başına önerilen ilerleme oranı (f) | ||||||||||||
| Malzeme grubu | Min. | Başlangıç değeri | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| S | 4 | 20 | 30 | 50 | mm/dev | – | – | 0,03–0,08 | 0,03–0,08 | 0,03–0,08 | 0,08–0,15 | 0,08–0,15 | – |