환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

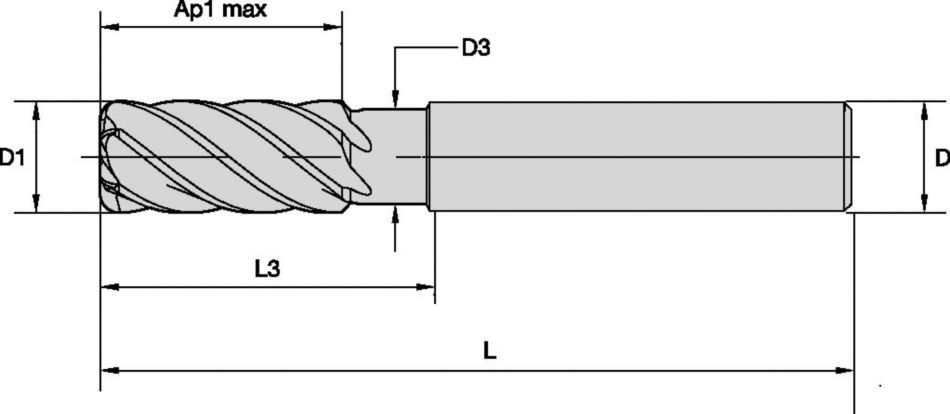
HARVI™ III • 사각 엔드 • 6날 • 넥형 • 플레인 섕크 • 메트릭
최대 금속 제거율로 높은 공급 황삭 및 마감을 위한 HARVI™ III 솔리드 초경 엔드밀
특징 및 장점
- 표면이 우수한 강철, 스테인리스강 및 고온 합금을 위한 다목적 솔리드 초경 엔드밀.
- HARVI™ III 솔리드 초경 엔드밀은 동적 밀링을 포함한 다양한 작업을 다룹니다.
- HARVI™ III 솔리드 초경 엔드밀은 최고 이송 속도에서 채터 없는 가공을 위한 날 간격이 동일하지 않습니다.
- 절삭날 안정성과 이송 속도를 높이기 위한 편심 릴리프 그라인드.
- 플런징 및 램핑 작업을 위한 중앙 절단.
사용 및 응용 분야
Trochoidal Milling
램핑: 블랭크
사이드 밀링/숄더 밀링: 스퀘어 엔드
공구 치수: 플루트 구성: 6
헬릭스각: 38°
코너 스타일: 코너R
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| -0,020/-0,038 | +0/-0,008 | ||
| -0,025/-0,047 | +0/-0,009 | ||
| -0,032/-0,059 | +0/-0,011 | ||
| -0,040/-0,073 | +0/-0,013 | ||
HARVI III • UJDE • 부등분할 플루트 디자인 • 황삭
| Material |  | KCSM15A | Finishing | ||||||||||
| A | Cutting Speed | D1 | |||||||||||
| ap | ae | Min | Max | mm | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 4 | Ap1 max | 0,06 x D | 171 | 285 | fz | 0,065 | 0,075 | 0,084 | 0,092 | 0,099 | 0,106 | 0,117 |
| 5 | Ap1 max | 0,06 x D | 114 | 190 | fz | 0,058 | 0,067 | 0,076 | 0,084 | 0,091 | 0,097 | 0,109 | |
| M | 1 | Ap1 max | 0,06 x D | 171 | 218 | fz | 0,073 | 0,084 | 0,095 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap1 max | 0,06 x D | 114 | 152 | fz | 0,058 | 0,067 | 0,076 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap1 max | 0,06 x D | 114 | 133 | fz | 0,048 | 0,056 | 0,062 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap1 max | 0,06 x D | 95 | 171 | fz | 0,073 | 0,084 | 0,095 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap1 max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,050 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap1 max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,050 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap1 max | 0,06 x D | 95 | 152 | fz | 0,053 | 0,062 | 0,070 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap1 max | 0,06 x D | 152 | 266 | fz | 0,065 | 0,075 | 0,084 | 0,092 | 0,099 | 0,106 | 0,117 |
| 2 | Ap1 max | 0,06 x D | 133 | 228 | fz | 0,048 | 0,056 | 0,062 | 0,068 | 0,073 | 0,078 | 0,085 | |
HARVI III • UJDE • 부등분할 플루트 디자인 • 정삭
| Material | | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | ||||||||||
| Cutting Speed | D1 | ||||||||||||
| ap | ae | Min | Max | mm | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | ||
| P | 4 | ap max | 0,4 x D | 90 | 150 | Fz | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| 5 | ap max | 0,4 x D | 60 | 100 | Fz | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| M | 1 | ap max | 0,4 x D | 90 | 115 | Fz | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | ap max | 0,4 x D | 60 | 80 | Fz | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 3 | ap max | 0,4 x D | 60 | 70 | Fz | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| S | 1 | ap max | 0,4 x D | 50 | 90 | Fz | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | ap max | 0,4 x D | 25 | 50 | Fz | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 3 | ap max | 0,4 x D | 25 | 40 | Fz | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 4 | ap max | 0,4 x D | 50 | 60 | Fz | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | |
| H | 1 | ap max | 0,4 x D | 80 | 140 | Fz | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| 2 | ap max | 0,4 x D | 70 | 120 | Fz | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |