K125(~5 x D) • K715 • A 섕크 • TF 드릴
TF 드릴 • 티타늄 소재 • 내부 쿨런트 • 적용 예시 자료
특징 및 장점
- TF drills with through coolant for titanium materials.
- Material-specific SC drill with three cutting edges for higher feed rates than with two-edged drills.
- Three spacious flutes for rapid chip evacuation.
- Three-margin lands deliver better hole quality and straightness than two-flute drills.
- Through-coolant design for improved chip evacuation enables deeper holes and more effective cooling of the cutting edges and longer tool life.
- K715 fine-grained carbide grade is the optimum combination of toughness and wear resistance for titanium drilling applications.
사용 및 응용 분야
드릴링
드릴링: 경사 출구면
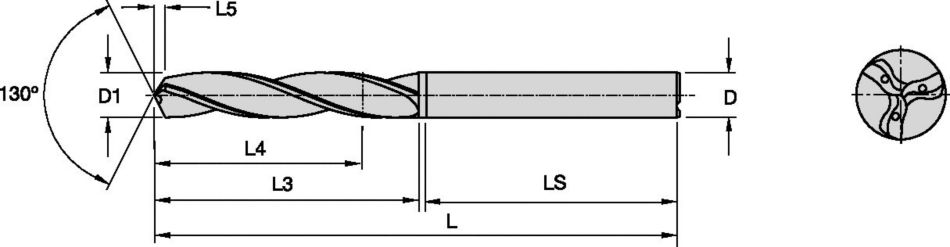
공구 치수: 3플루트/3마진/쿨런트
드릴링 — 내부 쿨런트
섕크 — 원통형 일반 ≤h6
헬릭스각: 30°
Drilling: Cross-Hole Drilling



