KCRA - RN • 원통형 엔드밀 • 미터법




 Milling - Pressurized Air Coolant
Milling - Pressurized Air Coolant 페이스 밀링
페이스 밀링 사이드 밀링/숄더 밀링: 볼 노즈
사이드 밀링/숄더 밀링: 볼 노즈 섕크 — 원통형 일반
섕크 — 원통형 일반| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 |  | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
| 안전 주의사항 | |||||
 |  |  |  |  |  |
| 모든 지침을 자세히 읽습니다. | 눈 보호 장구를 착용합니다. | 패스너를 정기적으로 검사하고 조입니다. | 경고: 절단 위험 | 경고: 뜨거운 표면 | 최대 RPM을 초과하지 마십시오. |
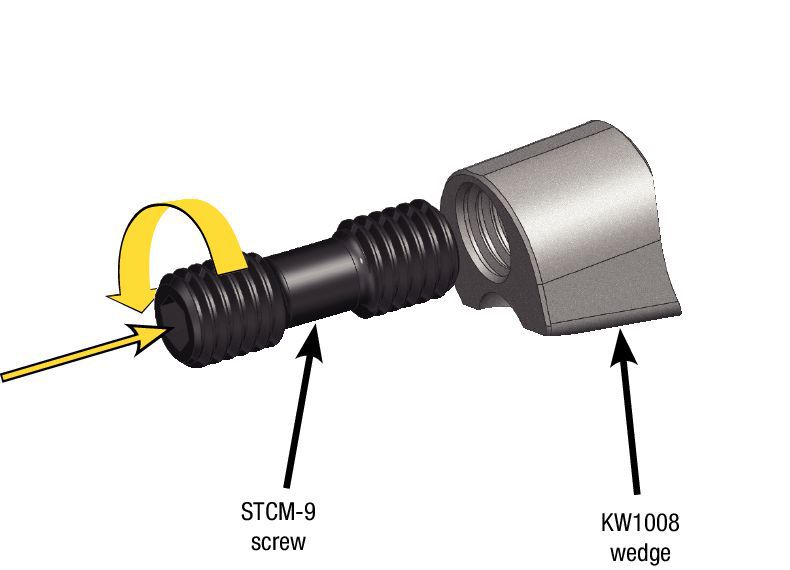
| 조립 지침 | |
| STCM-25 스크류를 1- 1과1/2 바퀴로 조여 KW1008웨지에 조립합니다. | 웨지/스크류 어셈블리. |
 |  |
| 인서트를 설치하기 위한 어셈블리 갭을 유지하면서 웨지/스크류 어셈블리를 커터 바디에 설치합니다. | 인서트 RNGN12...를 포켓에 밀어 넣고 웨지/인서트 어셈블리를 3.5Nm(31in/lbs)으로 조입니다. 각 포켓에 대해 반복합니다. |
 |  |
| 소재 그룹 | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?