환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름: {{SolutionName}}- 제품
- /
- 금속가공 공구
- /
- 홀메이킹
- /
- 솔리드 초경 드릴
- /
- KenDrill Micro
- /
- KenDrill™ Micro • 7 x D • 관통 쿨런트 • 직선형 섕크 • 메트릭
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

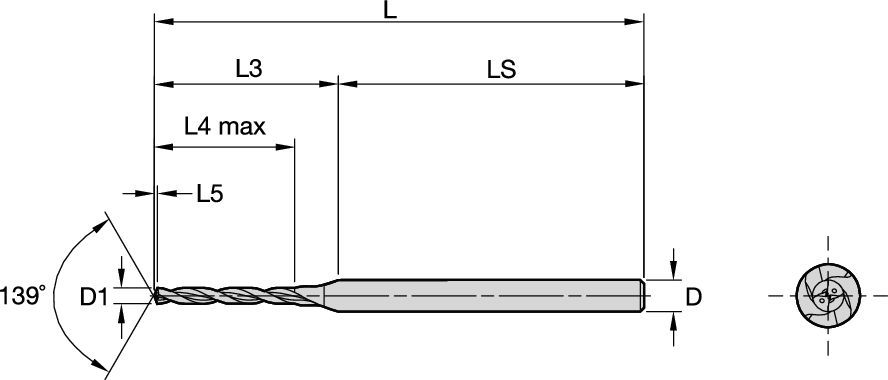
KenDrill™ Micro • 7 x D • 관통 쿨런트 • 직선형 섕크 • 메트릭
여러 소재의 작은 직경용 초경 딥 홀 드릴
특징 및 장점
- 높은 쿨런트량 공급은 효율적인 칩 배출을 보장합니다.
- 스위스 스타일 선반 또는 머시닝 센터에 짧고 깊은 구멍을 미세 드릴링합니다.
사용 및 응용 분야
드릴링
공구 치수: 2플루트/4마진/쿨런트
드릴링 — 내부 쿨런트
섕크 — 원통형 일반 ≤h6
헬릭스각: 30°
| Cutting Speed
|
Feed rate (f) = IPR by diameter | |||||||
| Material
|
Min | Starting Value | Max | .039 | .059 | .079 | .098 | .114 |
| P | ||||||||
| 0 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 1 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 4 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 5 | 70 | 200 | 330 | .0006
|
.0008
|
.0010
|
.0012
|
.0013
|
| 6 | 70 | 200 | 330 | .0006
|
.0008
|
.0010
|
.0012
|
.0013
|
| M | ||||||||
| 1 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 2 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 3 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| K | ||||||||
| 1 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| N | ||||||||
| 1 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 4 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| S | ||||||||
| 1 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 2 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 3 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 4 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| Cutting Speed
|
Feed rate (f) = mm/r by diameter | |||||||
| Material
|
Min | Starting Value | Max | 1,0 | 1,5 | 2,0 | 2,5 | 2,9 |
| P | ||||||||
| 0 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 1 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 4 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 5 | 20 | 60 | 100 | 0,015
|
0,020
|
0,025
|
0,030
|
0,034
|
| 6 | 20 | 60 | 100 | 0,015
|
0,020
|
0,025
|
0,030
|
0,034
|
| M | ||||||||
| 1 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 2 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 3 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| K | ||||||||
| 1 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| N | ||||||||
| 1 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 4 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| S | ||||||||
| 1 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 2 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 3 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 4 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|