환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}- 제품
- /
- 금속가공 공구
- /
- 밀링
- /
- 인덱서블 밀링
- /
- Copy Mills
- /
- KSRM™ • Daisy Series
- /
- KSRM™ • Daisy IC12
- /
- KSRM용 라운드 인서트 • RPET-LE
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
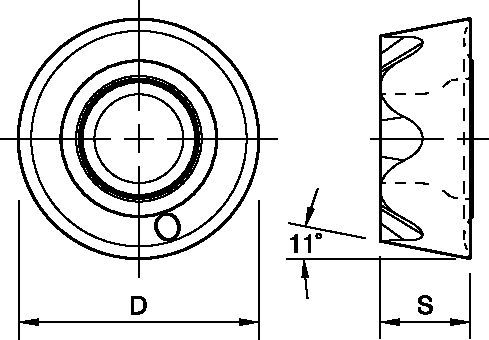
KSRM용 라운드 인서트 • RPET-LE
인서트
특징 및 장점
- ELEJ는 구성 인선을 방지하는 낮은 절삭 부하를 위한 1차 선택
- SGEJ 형상은 황삭 가공에서 범용
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .S..GE | KCPK30 | .S..GDX | KCPM40 | .S..GP | KCPM40 |
| P3–P4 | .S..GE | KCPK30 | .S..GDX | KCPM40 | .S..GP | KCPM40 |
| P5–P6 | .S..GEJ | KC725M | .S..GDX | KC725M | .S..GP | KC725M |
| M1–M2 | .E..LEJ | KC725M | .S..GDX | KC725M | .S..GP | KC725M |
| M3 | .S..GE | KCPK30 | .S..GDX | KCPM40 | .S..GP | KCPM40 |
| K1–K2 | – | – | – | – | – | – |
| K3 | .E..LE | KCPK30 | .S..GE | KCPK30 | .S..GP | KCPK30 |
| N1–N2 | .E..LEJ | KC422M | .E..LEJ | KC422M | .E..LEJ | KC422M |
| N3 | – | – | – | – | – | – |
| S1–S2 | .S..GEJ | KC725M | .S..GDX | KC725M | .S..GP | KC725M |
| S3 | .S..GEJ | KC725M | .S..GDX | KCPM40 | .S..GP | KCPM40 |
| S4 | .S..GEJ | KC522M | .S..GDX | KC725M | .S..GP | KC725M |
| H1 | – | – | – | – | – | – |
축방향 절삭깊이(ap) 6.00의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 30% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,17 | 0,47 | 0,75 | 0,12 | 0,34 | 0,54 | 0,09 | 0,26 | 0,40 | 0,08 | 0,22 | 0,35 | 0,07 | 0,20 | 0,32 | .E..LEJ |
| .E..LE | 0,17 | 0,47 | 0,75 | 0,12 | 0,34 | 0,54 | 0,09 | 0,26 | 0,40 | 0,08 | 0,22 | 0,35 | 0,07 | 0,20 | 0,32 | .E..LE |
| .S..GEJ | 0,23 | 0,53 | 0,82 | 0,17 | 0,38 | 0,59 | 0,13 | 0,29 | 0,44 | 0,11 | 0,25 | 0,39 | 0,10 | 0,23 | 0,35 | .S..GEJ |
| .S..GE | 0,23 | 0,53 | 0,82 | 0,17 | 0,38 | 0,59 | 0,13 | 0,29 | 0,44 | 0,11 | 0,25 | 0,39 | 0,10 | 0,23 | 0,35 | .S..GE |
| .S..GDX | 0,23 | 0,59 | 0,89 | 0,17 | 0,43 | 0,64 | 0,13 | 0,32 | 0,48 | 0,11 | 0,28 | 0,42 | 0,10 | 0,25 | 0,38 | .S..GDX |
| .S..GP | 0,23 | 0,59 | 0,89 | 0,17 | 0,43 | 0,64 | 0,13 | 0,32 | 0,48 | 0,11 | 0,28 | 0,42 | 0,10 | 0,25 | 0,38 | .S..GP |
축방향 절삭깊이(ap) 2.00의 경우
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
축방향 절삭깊이(ap) 1.30의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 30% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,22 | 0,64 | 1,01 | 0,16 | 0,46 | 0,72 | 0,12 | 0,34 | 0,54 | 0,11 | 0,30 | 0,47 | 0,10 | 0,27 | 0,43 | .E..LEJ |
| .E..LE | 0,22 | 0,64 | 1,01 | 0,16 | 0,46 | 0,72 | 0,12 | 0,34 | 0,54 | 0,11 | 0,30 | 0,47 | 0,10 | 0,27 | 0,43 | .E..LE |
| .S..GEJ | 0,31 | 0,71 | 1,11 | 0,23 | 0,51 | 0,80 | 0,17 | 0,38 | 0,59 | 0,15 | 0,33 | 0,52 | 0,14 | 0,31 | 0,47 | .S..GEJ |
| .S..GE | 0,31 | 0,71 | 1,11 | 0,23 | 0,51 | 0,80 | 0,17 | 0,38 | 0,59 | 0,15 | 0,33 | 0,52 | 0,14 | 0,31 | 0,47 | .S..GE |
| .S..GDX | 0,31 | 0,79 | 1,20 | 0,23 | 0,57 | 0,86 | 0,17 | 0,43 | 0,64 | 0,15 | 0,37 | 0,56 | 0,14 | 0,34 | 0,51 | .S..GDX |
| .S..GP | 0,31 | 0,79 | 1,20 | 0,23 | 0,57 | 0,86 | 0,17 | 0,43 | 0,64 | 0,15 | 0,37 | 0,56 | 0,14 | 0,34 | 0,51 | .S..GP |
축방향 절삭깊이(ap) 0.80의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 30% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,33 | 0,95 | 1,52 | 0,24 | 0,69 | 1,09 | 0,18 | 0,51 | 0,81 | 0,16 | 0,45 | 0,70 | 0,14 | 0,41 | 0,64 | .E..LEJ |
| .E..LE | 0,33 | 0,95 | 1,52 | 0,24 | 0,69 | 1,09 | 0,18 | 0,51 | 0,81 | 0,16 | 0,45 | 0,70 | 0,14 | 0,41 | 0,64 | .E..LE |
| .S..GEJ | 0,47 | 1,07 | 1,68 | 0,34 | 0,77 | 1,20 | 0,25 | 0,57 | 0,89 | 0,22 | 0,50 | 0,77 | 0,20 | 0,46 | 0,71 | .S..GEJ |
| .S..GE | 0,47 | 1,07 | 1,68 | 0,34 | 0,77 | 1,20 | 0,25 | 0,57 | 0,89 | 0,22 | 0,50 | 0,77 | 0,20 | 0,46 | 0,71 | .S..GE |
| .S..GDX | 0,47 | 1,19 | 1,81 | 0,34 | 0,86 | 1,29 | 0,25 | 0,64 | 0,96 | 0,22 | 0,56 | 0,83 | 0,20 | 0,51 | 0,76 | .S..GDX |
| .S..GP | 0,47 | 1,19 | 1,81 | 0,34 | 0,86 | 1,29 | 0,25 | 0,64 | 0,96 | 0,22 | 0,56 | 0,83 | 0,20 | 0,51 | 0,76 | .S..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 30% | 20% | 30% | 40–100% | ||||||||||||
| .E..LEJ | 0,27 | 0,76 | 1,21 | 0,19 | 0,55 | 0,87 | 0,15 | 0,41 | 0,65 | 0,13 | 0,36 | 0,56 | 0,12 | 0,33 | 0,52 | .E..LEJ |
| .E..LE | 0,27 | 0,76 | 1,21 | 0,19 | 0,55 | 0,87 | 0,15 | 0,41 | 0,65 | 0,13 | 0,36 | 0,56 | 0,12 | 0,33 | 0,52 | .E..LE |
| .S..GEJ | 0,38 | 0,85 | 1,34 | 0,27 | 0,62 | 0,96 | 0,20 | 0,46 | 0,71 | 0,18 | 0,40 | 0,62 | 0,16 | 0,37 | 0,57 | .S..GEJ |
| .S..GE | 0,38 | 0,85 | 1,34 | 0,27 | 0,62 | 0,96 | 0,20 | 0,46 | 0,71 | 0,18 | 0,40 | 0,62 | 0,16 | 0,37 | 0,57 | .S..GE |
| .S..GDX | 0,38 | 0,95 | 1,44 | 0,27 | 0,69 | 1,03 | 0,20 | 0,51 | 0,77 | 0,18 | 0,45 | 0,67 | 0,16 | 0,41 | 0,61 | .S..GDX |
| .S..GP | 0,38 | 0,95 | 1,44 | 0,27 | 0,69 | 1,03 | 0,20 | 0,51 | 0,77 | 0,18 | 0,45 | 0,67 | 0,16 | 0,41 | 0,61 | .S..GP |
At .240 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LEJ | .003 | .005 | .007 | .002 | .004 | .005 | .002 | .003 | .005 | .002 | .003 | .004 | .002 | .003 | .004 | .E..LEJ |
| .E..LE | .005 | .010 | .020 | .004 | .008 | .015 | .003 | .007 | .013 | .003 | .006 | .012 | .003 | .006 | .012 | .E..LE |
| .S..GEJ | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .016 | .004 | .008 | .014 | .004 | .008 | .014 | .S..GEJ |
| .S..GE | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .S..GE |
| .S..GDX | .007 | .017 | .030 | .005 | .012 | .022 | .004 | .011 | .019 | .004 | .010 | .018 | .004 | .010 | .018 | .S..GDX |
| .S..GP | .007 | .017 | .031 | .005 | .012 | .023 | .004 | .011 | .020 | .004 | .010 | .018 | .004 | .010 | .018 | .S..GP |
At .080 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .050 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LEJ | .004 | .006 | .008 | .003 | .004 | .006 | .002 | .004 | .005 | .002 | .003 | .005 | .002 | .003 | .005 | .E..LEJ |
| .E..LE | .005 | .012 | .024 | .004 | .009 | .017 | .004 | .008 | .015 | .003 | .007 | .014 | .003 | .007 | .014 | .E..LE |
| .S..GEJ | .008 | .016 | .028 | .006 | .012 | .021 | .005 | .010 | .018 | .005 | .010 | .017 | .005 | .009 | .016 | .S..GEJ |
| .S..GE | .008 | .016 | .028 | .006 | .012 | .020 | .005 | .010 | .018 | .005 | .009 | .017 | .005 | .009 | .016 | .S..GE |
| .S..GDX | .008 | .019 | .035 | .006 | .014 | .026 | .005 | .012 | .022 | .005 | .012 | .021 | .005 | .011 | .020 | .S..GDX |
| .S..GP | .008 | .019 | .036 | .006 | .014 | .026 | .005 | .012 | .023 | .005 | .012 | .021 | .005 | .011 | .021 | .S..GP |
At .030 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LEJ | .007 | .010 | .015 | .005 | .007 | .011 | .004 | .006 | .009 | .004 | .006 | .009 | .004 | .006 | .009 | .E..LEJ |
| .E..LE | .010 | .021 | .043 | .007 | .016 | .031 | .006 | .014 | .027 | .006 | .013 | .025 | .006 | .012 | .025 | .E..LE |
| .S..GEJ | .014 | .029 | .052 | .010 | .021 | .037 | .009 | .018 | .032 | .008 | .017 | .030 | .008 | .017 | .029 | .S..GEJ |
| .S..GE | .014 | .028 | .051 | .010 | .021 | .037 | .009 | .018 | .032 | .008 | .017 | .030 | .008 | .017 | .029 | .S..GE |
| .S..GDX | .014 | .035 | .065 | .010 | .026 | .046 | .009 | .022 | .040 | .008 | .021 | .037 | .008 | .020 | .036 | .S..GDX |
| .S..GP | .014 | .035 | .067 | .010 | .026 | .048 | .009 | .022 | .041 | .008 | .021 | .038 | .008 | .020 | .037 | .S..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LEJ | .005 | .007 | .011 | .004 | .005 | .008 | .003 | .005 | .007 | .003 | .004 | .006 | .003 | .004 | .006 | .E..LEJ |
| .E..LE | .007 | .015 | .031 | .005 | .011 | .023 | .005 | .010 | .020 | .004 | .009 | .019 | .004 | .009 | .018 | .E..LE |
| .S..GEJ | .010 | .021 | .037 | .007 | .015 | .027 | .007 | .013 | .023 | .006 | .013 | .022 | .006 | .012 | .021 | .S..GEJ |
| .S..GE | .010 | .021 | .037 | .007 | .015 | .027 | .007 | .013 | .023 | .006 | .012 | .022 | .006 | .012 | .021 | .S..GE |
| .S..GDX | .010 | .026 | .047 | .007 | .019 | .034 | .007 | .016 | .029 | .006 | .015 | .027 | .006 | .015 | .026 | .S..GDX |
| .S..GP | .010 | .026 | .048 | .007 | .019 | .035 | .007 | .016 | .030 | .006 | .015 | .028 | .006 | .015 | .027 | .S..GP |
권장 초기 속도[m/min]
| Malzeme grubu | KC422M | KC522M | KC725M | KCPM20 | KCMP30 | KCPK30 | |||||||||||||
| P | 1 | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | 660 | 580 | 535 | 545 | 475 | 440 | 545 | 475 | 440 |
| 2 | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | 410 | 370 | 330 | 335 | 305 | 275 | 335 | 305 | 275 | |
| 3 | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | 370 | 330 | 305 | 305 | 275 | 250 | 305 | 275 | 250 | |
| 4 | – | – | – | 270 | 225 | 180 | 215 | 180 | 145 | 275 | 255 | 230 | 225 | 210 | 190 | 225 | 210 | 190 | |
| 5 | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | 330 | 300 | 275 | 310 | 275 | 255 | 310 | 275 | 255 | |
| 6 | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | 230 | 200 | 175 | 190 | 165 | - | 190 | 165 | – | |
| M | 1 | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | 270 | 240 | 205 | 250 | 220 | 190 | 250 | 220 | 190 |
| 2 | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | 245 | 215 | 190 | 225 | 195 | 170 | 225 | 195 | 170 | |
| 3 | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | 195 | 175 | 150 | 175 | 160 | 140 | 175 | 160 | 140 | |
| K | 1 | – | – | – | 275 | 250 | 220 | – | – | – | 435 | 390 | 350 | – | – | – | 355 | 320 | 285 |
| 2 | – | – | – | 215 | 195 | 180 | – | – | – | 345 | 310 | 280 | – | – | – | 280 | 255 | 230 | |
| 3 | – | – | – | 180 | 160 | 145 | – | – | – | 290 | 255 | 240 | – | – | – | 235 | 210 | 195 | |
| N | 1–2 | 1285 | 1135 | 1050 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 1135 | 1050 | 915 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | 45 | 35 | 30 | – | – | – |
| 2 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | 45 | 35 | 30 | – | – | – | |
| 3 | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | 55 | 45 | 30 | – | – | – | |
| 4 | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | 75 | 55 | 35 | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC422M | KC522M | KC725M | KCPM20 | KCMP30 | KCPK30 | |||||||||||||
| P | 1 | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | 2170 | 1910 | 1760 | 1780 | 1560 | 1450 | 1780 | 1560 | 1450 |
| 2 | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | 1340 | 1210 | 1090 | 1100 | 1000 | 900 | 1100 | 1000 | 900 | |
| 3 | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | 1210 | 1090 | 1000 | 1000 | 900 | 820 | 1000 | 900 | 820 | |
| 4 | – | – | – | 890 | 730 | 590 | 710 | 590 | 470 | 910 | 840 | 760 | 740 | 690 | 620 | 740 | 690 | 620 | |
| 5 | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | 1090 | 980 | 900 | 1020 | 910 | 830 | 1020 | 910 | 830 | |
| 6 | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | 760 | 660 | 570 | 620 | 540 | – | 620 | 540 | – | |
| M | 1 | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | 880 | 790 | 680 | 820 | 720 | 620 | 820 | 720 | 620 |
| 2 | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | 800 | 700 | 620 | 730 | 640 | 550 | 730 | 640 | 550 | |
| 3 | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | 640 | 570 | 490 | 570 | 520 | 460 | 570 | 520 | 460 | |
| K | 1 | – | – | – | 900 | 820 | 720 | – | – | – | 1420 | 1280 | 1150 | – | – | – | 1160 | 1050 | 940 |
| 2 | – | – | – | 710 | 640 | 590 | – | – | – | 1130 | 1010 | 920 | – | – | – | 920 | 830 | 760 | |
| 3 | – | – | – | 590 | 530 | 480 | – | – | – | 950 | 840 | 780 | – | – | – | 770 | 690 | 640 | |
| N | 1–2 | 4220 | 3720 | 3440 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 3720 | 3440 | 3000 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | 140 | 120 | 100 | – | – | – |
| 2 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | 140 | 120 | 100 | – | – | – | |
| 3 | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | 180 | 140 | 100 | – | – | – | |
| 4 | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | 240 | 180 | 120 | – | – | – | |
| H | 1 | – | – | – | 470 | 360 | 280 | – | – | – | 550 | 460 | 370 | – | – | – | – | – | – |
| Katalog numarası | maks rampa açısı | maksimum dalma derinliği | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Düz Taban) |
| 32E03R045M16RP12 | 6,0° | 1,65 | 43,95 | 52 | 64 |
| 40E04R045M16RP12 | 9,0° | 3,50 | 57,24 | 68 | 80 |
| 32A03R040B32RP12 | 6,0° | 1,65 | 43,95 | 52 | 64 |
| 32A03R040A32RP12L190 | 6,0° | 1,65 | 43,95 | 52 | 64 |
| 40A04RS90RP12 | 9,0° | 3,50 | 57,24 | 68 | 80 |
| 42A04RS90RP12 | 9,6° | 4,20 | 60,68 | 72 | 84 |
| 50A04RS90RP12 | 10,8° | 6,00 | 76,04 | 88 | 100 |
| 50A05RS90RP12 | 7,9° | 4,40 | 76,50 | 88 | 100 |
| 52A05RS90RP12 | 10,2° | 6,00 | 80,05 | 92 | 104 |
| 63A05RS90RP12 | 7,7° | 6,00 | 102,02 | 114 | 126 |
| 63A07RS90RP12 | 2,6° | 2,10 | 105,08 | 114 | 126 |
| 66A06RS90RP12 | 6,6° | 5,50 | 108,14 | 120 | 132 |
| 80A06RS90RP12 | 5,1° | 5,50 | 136,04 | 148 | 160 |
| 80A08RS90RP12 | 4,1° | 4,40 | 136,58 | 148 | 160 |
| 100B07RS90RP12 | 4,0° | 5,70 | 176,04 | 188 | 200 |
| 100B09RS90RP12 | 3,1° | 4,40 | 176,55 | 188 | 200 |
Maximum Linear Ramping and Helical Interpolation from Solid
| Katalog numarası | maks rampa açısı | maksimum dalma derinliği | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| BMD125R1203M16L150 | 5.7° | 0.061 | 1.719 | 2.028 | 2.5 |
| BMD150R1204M16L150 | 9.2° | 0.130 | 2.112 | 2.528 | 3.0 |
| BMD125R1203W125L200 | 5.7° | 0.061 | 1.719 | 2.028 | 2.5 |
| BMD150R1204W150L200 | 9.2° | 0.130 | 2.112 | 2.528 | 3.0 |
| BMD125R1203C125L700 | 5.7° | 0.061 | 1.719 | 2.028 | 2.5 |
| BMD150R1203C125L800 | 9.8° | 0.138 | 2.104 | 2.528 | 3.0 |
| BMD150R1204S050L158 | 9.2° | 0.130 | 2.112 | 2.528 | 3.0 |
| BMD200R1203S075L200 | 10.5° | 0.236 | 3.058 | 3.528 | 4.0 |
| BMD200R1205S075L200 | 7.7° | 0.173 | 3.074 | 3.528 | 4.0 |
| BMD250R1207S100L200 | 4.1° | 0.130 | 4.114 | 4.528 | 5.0 |
| BMD300R1206S100L200 | 5.7° | 0.228 | 5.048 | 5.528 | 6.0 |
| BMD300R1208S100L200 | 3.5° | 0.138 | 5.078 | 5.528 | 6.0 |
| BMD400R1207S125L200 | 3.3° | 0.189 | 7.068 | 7.528 | 8.0 |
| BMD400R1209S125L200 | 3.0° | 0.173 | 7.525 | 7.528 | 8.0 |