환영합니다
기본 설정을 확인해 주십시오
기본 설정 업데이트
제품 제안
Product Family suggestions
솔루션 수정
솔루션 추가
솔루션 이름:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

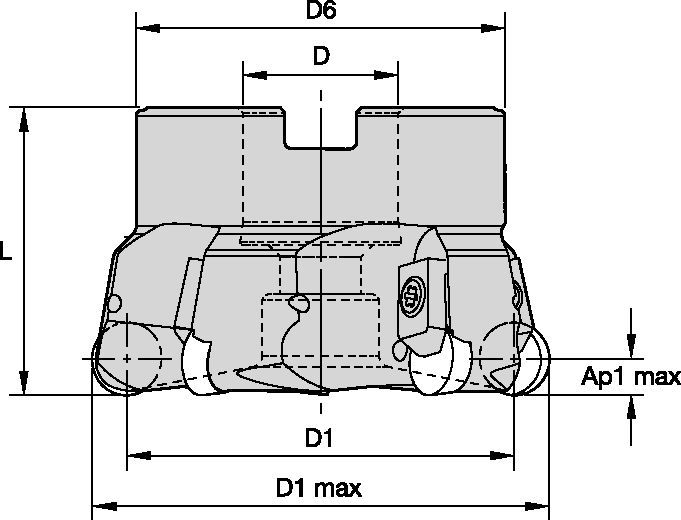
KSSR - RP • 쉘밀 • 미터법
쉘밀
특징 및 장점
- 내열합금, PH 스테인리스강, 스테인리스강, 고경도 소재 가공용
- 가공 시간을 크게 단축하여 탁월한 생산성 제공
- 페이스 밀링, 포케팅 및 램핑에 적용
- 내부 공기 공급 전용의 바디 관통 쿨런트 채널
사용 및 응용 분야
램핑: 블랭크
슬로팅: 볼 노즈
사이드 밀링/숄더 밀링: 볼 노즈
밀링 — 사이드 및 페이스
포켓팅
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S3 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | ||||||
| H1 | – | – | – | – | – | – |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
축방향 절삭깊이(ap) 3.18의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
축방향 절삭깊이(ap) 1.59의 경우
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
축방향 절삭깊이(ap) 0.79의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
축방향 절삭깊이(ap) 0.40의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
축방향 절삭깊이(ap) 4.76의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,20 | 0,26 | 0,13 | 0,15 | 0,19 | 0,11 | 0,13 | 0,17 | 0,10 | 0,12 | 0,16 | 0,10 | 0,12 | 0,15 | ..T |
축방향 절삭깊이(ap) 2.38의 경우
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
축방향 절삭깊이(ap) 1.19의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,24 | 0,30 | 0,15 | 0,18 | 0,22 | 0,13 | 0,15 | 0,19 | 0,12 | 0,14 | 0,18 | 0,12 | 0,14 | 0,18 | ..T |
축방향 절삭깊이(ap) 0.60의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,42 | 0,53 | 0,26 | 0,32 | 0,40 | 0,23 | 0,28 | 0,35 | 0,21 | 0,26 | 0,32 | 0,21 | 0,25 | 0,32 | ..T |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,31 | 0,39 | 0,19 | 0,23 | 0,29 | 0,17 | 0,20 | 0,25 | 0,16 | 0,19 | 0,24 | 0,15 | 0,19 | 0,23 | ..T |
축방향 절삭깊이(ap) 6.35의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,26 | 0,29 | 0,13 | 0,20 | 0,22 | 0,11 | 0,17 | 0,19 | 0,10 | 0,16 | 0,18 | 0,10 | 0,16 | 0,17 | ..T |
축방향 절삭깊이(ap) 3.18의 경우
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
축방향 절삭깊이(ap) 1.59의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,31 | 0,33 | 0,15 | 0,23 | 0,25 | 0,13 | 0,20 | 0,22 | 0,12 | 0,19 | 0,20 | 0,12 | 0,18 | 0,20 | ..T |
축방향 절삭깊이(ap) 0.79의 경우
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,55 | 0,60 | 0,26 | 0,41 | 0,45 | 0,23 | 0,36 | 0,39 | 0,21 | 0,33 | 0,37 | 0,21 | 0,33 | 0,36 | ..T |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,40 | 0,44 | 0,19 | 0,30 | 0,33 | 0,17 | 0,26 | 0,29 | 0,16 | 0,24 | 0,27 | 0,15 | 0,24 | 0,26 | ..T |
권장 초기 속도[m/min]
| Malzeme grubu | KYHS10 | KYSM10 | KYSP30 | KYS30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| 6 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| M | 1 | – | – | – | 1205 | 975 | 725 | – | – | – | – | – | – |
| 2 | – | – | – | 1140 | 915 | – | – | – | – | – | – | – | |
| 3 | – | – | – | 840 | 730 | – | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 730 | 620 | 510 | 1550 | 1260 | 970 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | 365 | 310 | 240 | – | – | – | – | – | – | – | – | – |