
RSM II • 반경 • 멀티날 • 관통 쿨런트 • 쇼트 • 플레인 섕크 • 메트릭
스테인리스강 및 고온 합금 마감용 RSM II 솔리드 초경 엔드밀
특징 및 장점
- RSM II 솔리드 초경 엔드밀은 채터 없는 가공을 위한 날 간격이 동일하지 않습니다.
- 편심 릴리프 그라인드를 통해 더 높은 절삭날 안정성과 더 높은 이송속도를 제공합니다.
- 깊은 공동에서 칩 형성 및 칩 배출을 안전하게 하는 고속 필 밀링 전략을 위해 설계되었습니다.
사용 및 응용 분야
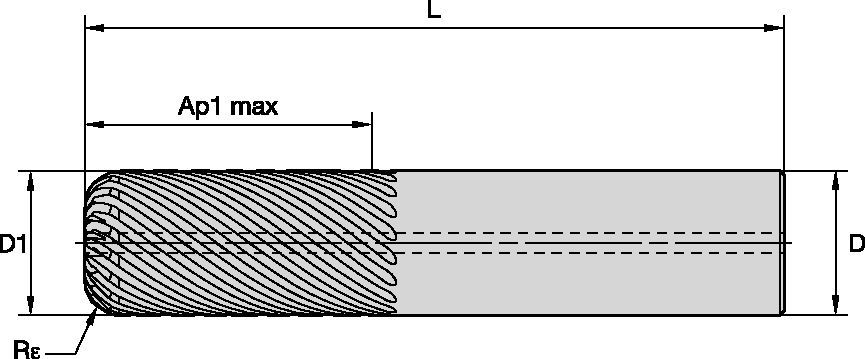
Through Coolant - Solid End Mill
Helix Angle: 36°
공구 치수: 플루트 구성: X(변수)
코너 스타일: 코너R
사이드 밀링/숄더 밀링: 정밀 정삭
사이드 밀링/숄더 밀링: 정삭
