정가:
/패키지. (패키지 /
)
/각각
할인:
%
가격::
This item is not available
수량
패키지로 판매 0
죄송합니다! 재고가 많지 않습니다.
죄송합니다! 재고가 많지 않습니다. 현재은 다음 항목만 있습니다.
최소 패키지 크기에 맞게 조정됩니다.
| SAP Material Number | 5420113 |
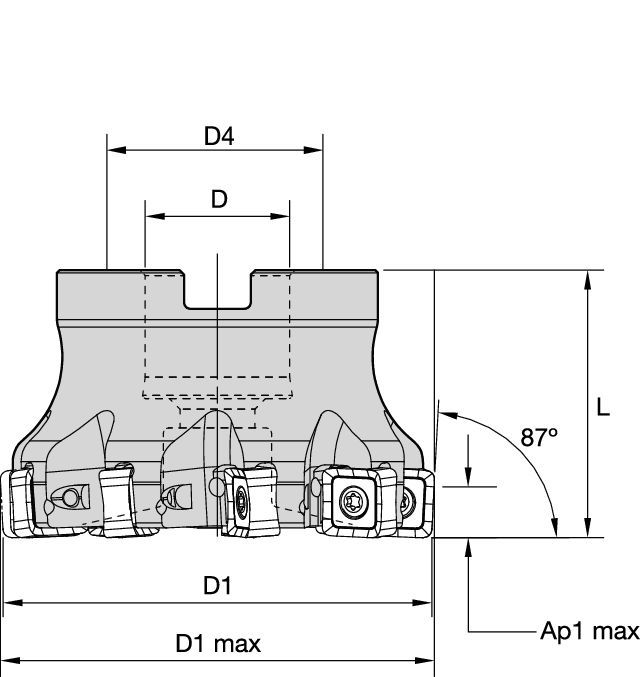
| ISO Catalog Number | KSSM87D080Z09SN12 |
| ANSI Catalog Number | KSSM87D080Z09SN12 |
| [D1] Effective Cutting Diameter | 80 mm |
| [D1] Effective Cutting Diameter | 3.149 in |
| [D1MAX] Maximum Cutting Diameter | 81.149 mm |
| [D1MAX] Maximum Cutting Diameter | 3.194 in |
| [D] Adapter / Shank / Bore Diameter | 27 mm |
| [D] Adapter / Shank / Bore Diameter | 1.063 in |
| [D6] Hub Diameter | 60 mm |
| [D6] Hub Diameter | 2.362 in |
| [L] Overall Length | 50 mm |
| [L] Overall Length | 1.968 in |
| [AP1MAX] 1st Maximum Cutting Depth | 6 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .2362 in |
| Number of Inserts | 9 |
| Weight Pounds | 2.17 |
| Max RPM | 16900 |
 페이스 밀링
페이스 밀링 슬로팅: 스퀘어 엔드
슬로팅: 스퀘어 엔드 사이드 밀링/숄더 밀링: 스퀘어 엔드
사이드 밀링/숄더 밀링: 스퀘어 엔드 밀링 — 내부 쿨런트
밀링 — 내부 쿨런트 밀링 — 사이드 및 페이스
밀링 — 사이드 및 페이스ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
등록해 주셔서 감사합니다. 지금 로그인하여 사이트를 이용하실 수 있습니다.
You are about to leave the Solution building process.
Are you sure you want to leave?