
정가
/개당
할인
가격
/개당
패키지로 판매 0최소 패키지 크기에 맞게 조정됩니다.
최소 수량: 0패키지 크기 요건을 충족하도록 조정됨.
재고 있음이 제품은 더 이상 사용할 수 없습니다.긴 배송기간



 리밍: 관통 홀
리밍: 관통 홀 리밍: 관통 및 교차 홀
리밍: 관통 및 교차 홀 리밍 — 내부 쿨런트
리밍 — 내부 쿨런트Downloaded file will be available after import in the {{cadTool}} tool library.
| 제품 번호 | 5133998 |
| ISO 카탈로그 ID | RHME14288KST115H6HF |
| ANSI 카탈로그 ID | RHME14288KST115H6HF |
| Grade | KC6305 |
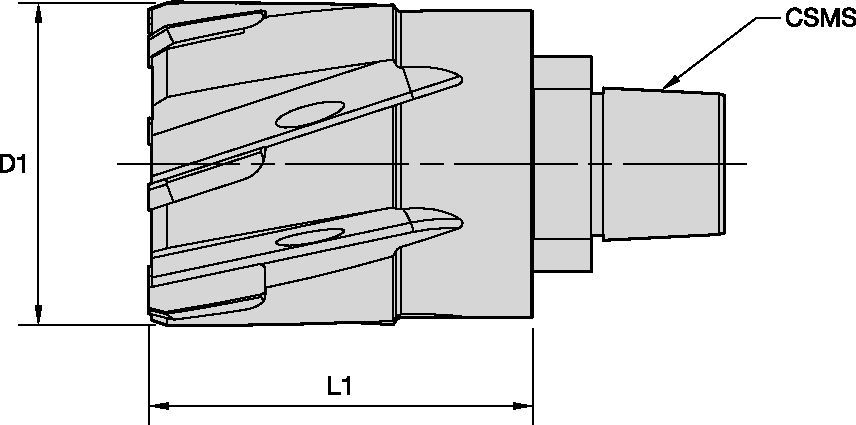
| [D1] Reamer Diameter Minimum | 14.288 mm |
| [D1] Reamer Diameter Minimum | 0.5625 in |
| [L1] Gage Length | 25 mm |
| [L1] Gage Length | 0.984 in |
| [Z] Number of Flutes | 6 |
리밍: 관통 홀리밍: 관통 및 교차 홀리밍 — 내부 쿨런트재종

KC6305
이송 및 속도를 계산하려면 솔루션을 생성하세요.
솔루션 생성 후 이송 및 속도 아이콘을 선택하면 추천 값이 제공됩니다. 기계와 사양을 추가하여 사용자 정보를 지정하거나 슬라이더를 사용하여 조정할 수 있습니다.
| 소재 그룹 | 서멧 팁 | 초경 팁 | |||||||||||||||||||||
 |  | ||||||||||||||||||||||
| 스트레이트 플루트 | 헬리컬 플루트 | 스트레이트 플루트 | 헬리컬 플루트 | 헬리컬 플루트 | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| 가공 속도 | 권장 날당 이송 | ||||||||||||||||||||||
| 범위 | 공구 직경 (mm) | 14,00 – 19,99 | 20,00 – 32,00 | 32,50 – 42,00 | |||||||||||||||||||
| 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 날당 이송 | 최소 | 최대 | 최소 | 최대 | 최소 | 최대 | ||
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 소재 그룹 | 서멧 팁 | 초경 팁 | |||||||||||||||||||||
| | ||||||||||||||||||||||
| 스트레이트 플루트 | 헬리컬 플루트 | 스트레이트 플루트 | 헬리컬 플루트 | ||||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Inch | ||||||||||||||||||
| 가공 속도 | 권장 날당 이송 | ||||||||||||||||||||||
| 범위 | 공구 직경 (inch) | .551 - .787 | .787 - 1.260 | 1.280 - 1.654 | |||||||||||||||||||
| 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 날당 이송 | 최소 | 최대 | 최소 | 최대 | 최소 | 최대 | ||
| P | 1 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 492 | 590 | 689 | 590 | 689 | 787 | 131 | 197 | 230 | 295 | 394 | 508 | 295 | 394 | 508 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 426 | 525 | 590 | 492 | 590 | 689 | 98 | 131 | 164 | 246 | 328 | 426 | 246 | 328 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 4 | 328 | 426 | 492 | 394 | 492 | 558 | 82 | 131 | 148 | 164 | 262 | 344 | 164 | 262 | 344 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 5 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| 6 | 262 | 328 | 394 | 328 | 426 | 492 | 33 | 66 | 98 | 98 | 131 | 180 | 98 | 131 | 180 | inch/z | .003 | .007 | .003 | .008 | .003 | .009 | |
| M | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| 3 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .003 | .006 | .003 | .007 | .003 | .008 | |
| K | 1 | 492 | 590 | 656 | 590 | 689 | 787 | 98 | 164 | 197 | 262 | 361 | 426 | 262 | 361 | 426 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 |
| 2 | 426 | 525 | 590 | 492 | 590 | 689 | 82 | 131 | 148 | 213 | 295 | 361 | 213 | 295 | 361 | inch/z | .004 | .008 | .004 | .009 | .004 | .010 | |
| 3 | 328 | 426 | 525 | 394 | 492 | 558 | 66 | 98 | 131 | 164 | 230 | 295 | 164 | 230 | 295 | inch/z | .004 | .007 | .004 | .008 | .004 | .009 | |
| N | 1 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 |
| 2 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 3 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 4 | – | – | – | – | – | – | 361 | 492 | 640 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| 5 | – | – | – | – | – | – | 344 | 459 | 590 | – | – | – | – | – | – | inch/z | .004 | .012 | .004 | .012 | .004 | .012 | |
| S | 1 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 |
| 2 | – | – | – | – | – | – | 26 | 33 | 49 | – | – | – | 49 | 66 | 92 | inch/z | .002 | .006 | .004 | .007 | .004 | .008 | |
| 3 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| 4 | – | – | – | – | – | – | 49 | 66 | 98 | – | – | – | 66 | 98 | 131 | inch/z | .003 | .007 | .004 | .008 | .004 | .008 | |
| 서멧 팁 | 초경 팁 | ||||||||||||||||||||||
| | |  | |  | | | ||||||||||||||||
| 스트레이트 플루트 | 헬리컬 플루트 | 스트레이트 플루트 | 헬리컬 플루트 | 헬리컬 플루트 | |||||||||||||||||||
| KT325 | KT6215 | K605 | KC6005 | KC6305 | Metric | ||||||||||||||||||
| 가공 속도 | 권장 날당 이송 | ||||||||||||||||||||||
| 범위 | Tool Ø (mm) | 14,00–19,99 | 20,00–32,00 | 32,50–42,00 | |||||||||||||||||||
| 소재 그룹 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 최소 | 초기값 | 최대 | 날당 이송 | 최소 | 최대 | 최소 | 최대 | 최소 | 최대 | |
| P | 1 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 150 | 180 | 210 | 180 | 210 | 240 | 40 | 60 | 70 | 90 | 120 | 155 | 90 | 120 | 155 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 130 | 160 | 180 | 150 | 180 | 210 | 30 | 40 | 50 | 75 | 100 | 130 | 75 | 100 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 4 | 100 | 130 | 150 | 120 | 150 | 170 | 25 | 40 | 45 | 50 | 80 | 105 | 50 | 80 | 105 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 5 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| 6 | 80 | 100 | 120 | 100 | 130 | 150 | 10 | 20 | 30 | 30 | 40 | 55 | 30 | 40 | 55 | mm/z | 0,08 | 0,18 | 0,08 | 0,20 | 0,08 | 0,22 | |
| M | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| 3 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,08 | 0,15 | 0,08 | 0,18 | 0,08 | 0,20 | |
| K | 1 | 150 | 180 | 200 | 180 | 210 | 240 | 30 | 50 | 60 | 80 | 110 | 130 | 80 | 110 | 130 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 |
| 2 | 130 | 160 | 180 | 150 | 180 | 210 | 25 | 40 | 45 | 65 | 90 | 110 | 65 | 90 | 110 | mm/z | 0,10 | 0,20 | 0,10 | 0,22 | 0,10 | 0,25 | |
| 3 | 100 | 130 | 160 | 120 | 150 | 170 | 20 | 30 | 40 | 50 | 70 | 90 | 50 | 70 | 90 | mm/z | 0,10 | 0,18 | 0,10 | 0,20 | 0,10 | 0,22 | |
| N | 1 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 |
| 2 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 3 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 4 | – | – | – | – | – | – | 110 | 150 | 195 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| 5 | – | – | – | – | – | – | 105 | 140 | 180 | – | – | – | – | – | – | mm/z | 0,10 | 0,30 | 0,10 | 0,30 | 0,10 | 0,30 | |
| S | 1 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 |
| 2 | – | – | – | – | – | – | 8 | 10 | 15 | – | – | – | 15 | 20 | 28 | mm/z | 0,06 | 0,15 | 0,10 | 0,18 | 0,10 | 0,20 | |
| 3 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
| 4 | – | – | – | – | – | – | 15 | 20 | 30 | – | – | – | 20 | 30 | 40 | mm/z | 0,08 | 0,18 | 0,10 | 0,20 | 0,10 | 0,20 | |
I have read and accepted the Terms & Conditions of use


ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?