정가
/개당
할인
가격
/개당
패키지로 판매 0최소 패키지 크기에 맞게 조정됩니다.
최소 수량: 0패키지 크기 요건을 충족하도록 조정됨.
재고 있음이 제품은 더 이상 사용할 수 없습니다.긴 배송기간




 드릴링
드릴링 드릴링: 경사 출구면
드릴링: 경사 출구면 외부 쿨런트: 드릴링
외부 쿨런트: 드릴링 섕크 — 원통형 일반 ≤h6
섕크 — 원통형 일반 ≤h6 헬릭스각: 30°
헬릭스각: 30° 드릴링 깊이: 5x
드릴링 깊이: 5x Drilling: Cross-Hole Drilling
Drilling: Cross-Hole DrillingDownloaded file will be available after import in the {{cadTool}} tool library.
| 제품 번호 | 1153179 |
| ISO 카탈로그 ID | K105A03594 |
| ANSI 카탈로그 ID | K105A03594 |
| Grade | K10 |
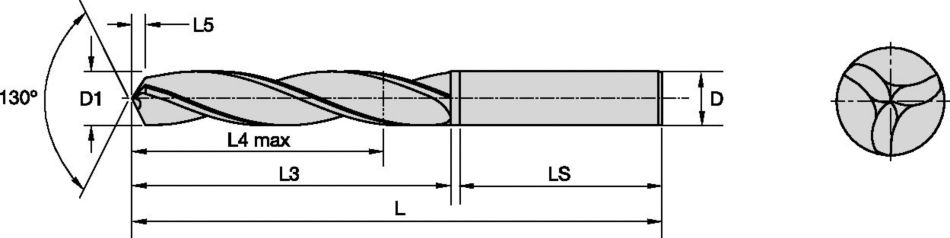
| [D1] Drill Diameter M | 9.1288 mm |
| [D1] Drill Diameter M | 0.3594 in |
| [L] Overall Length | 103 mm |
| [L] Overall Length | 4.0551 in |
| [L3] Flute Length | 60 mm |
| [L3] Flute Length | 2.3622 in |
| [L4] Maximum Drilling Depth | 48.7 mm |
| [L4] Maximum Drilling Depth | 1.9173 in |
| [L5] Drill Point Length | 2.28 mm |
| [L5] Drill Point Length | 0.0898 in |
| [LS] Shank Length | 40.5 mm |
| [LS] Shank Length | 1.5945 in |
| [D] Adapter / Shank / Bore Diameter | 9.525 mm |
| [D] Adapter / Shank / Bore Diameter | 0.375 in |
드릴링드릴링: 경사 출구면외부 쿨런트: 드릴링섕크 — 원통형 일반 ≤h6헬릭스각: 30°드릴링 깊이: 5xDrilling: Cross-Hole Drilling재종

K10
구성: 고온 경도 속성이 향상된 내마모성이 뛰어난 비코팅 미립자 초경입니다.
애플리케이션: 내열 소재 및 가공용 알루미늄 합금 등의 항공우주 소재에서 건식 및 외부 쿨런트 애플리케이션에 가장 적합합니다. 높은 내마모성으로 인해 이 재종은 중저속의 주철 가공용에도 적용 가능합니다.
이송 및 속도를 계산하려면 솔루션을 생성하세요.
솔루션 생성 후 이송 및 속도 아이콘을 선택하면 추천 값이 제공됩니다. 기계와 사양을 추가하여 사용자 정보를 지정하거나 슬라이더를 사용하여 조정할 수 있습니다.
| 소재 그룹 |  |  | |||||||||||
| 가공 속도 | Metric | ||||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 최소 | 초기값 | 최대 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| K | 1 | 60 | 85 | 110 | mm/r | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 |
| 2 | 70 | 70 | 90 | mm/r | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 | |
| 3 | 50 | 50 | 70 | mm/r | 0,09–0,18 | 0,10–0,18 | 0,14–0,26 | 0,18–0,33 | 0,02–0,40 | 0,22–0,48 | 0,26–0,59 | 0,28–0,66 | |
| N | 1 | 100 | 210 | 410 | mm/r | 0,09–0,15 | 0,10–0,20 | 0,18–0,33 | 0,20–0,38 | 0,25–0,43 | 0,03–0,51 | 0,43–0,58 | 0,64–0,79 |
| 2 | 100 | 250 | 250 | mm/r | 0,10–0,19 | 0,12–0,21 | 0,18–0,33 | 0,25–0,42 | 0,30–0,50 | 0,35–0,58 | 0,44–0,74 | 0,52–0,88 | |
| 3 | 100 | 180 | 400 | mm/r | 0,09–0,16 | 0,10–0,20 | 0,12–0,26 | 0,16–0,36 | 0,20–0,40 | 0,24–0,45 | 0,30–0,50 | 0,34–0,60 | |
| 4 | 60 | 170 | 250 | mm/r | 0,08–0,15 | 0,13–0,18 | 0,18–0,33 | 0,20–0,36 | 0,23–0,38 | 0,33–0,46 | 0,38–0,48 | 0,58–0,76 | |
| S | 4 | 20 | 20 | 50 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,07–0,09 | 0,09–0,12 | 0,11–0,15 | 0,13–0,18 | 0,17–0,24 | 0,22–0,30 |
| 소재 그룹 | | | |||||||||||
| 소재 그룹 | 가공 속도 | Inch | |||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 최소 | 초기값 | 최대 | 1/8 0.125 | 3/16 0.188 | 1/4 0.250 | 5/16 0.313 | 3/8 0.375 | 1/2 0.500 | 5/8 0.625 | 3/4 0.750 | |||
| K | 1 | 200 | 280 | 360 | IPR | 0.004–0.008 | 0.005–0.008 | 0.006–0.011 | 0.008–0.014 | 0.009–0.017 | 0.009–0.020 | 0.011–0.024 | 0.012–0.027 |
| 2 | 230 | 230 | 300 | IPR | 0.004–0.008 | 0.005–0.008 | 0.006–0.011 | 0.008–0.014 | 0.009–0.017 | 0.009–0.020 | 0.011–0.024 | 0.012–0.027 | |
| 3 | 160 | 160 | 230 | IPR | 0.004–0.007 | 0.004–0.007 | 0.006–0.010 | 0.007–0.013 | 0.001–0.016 | 0.009–0.019 | 0.010–0.023 | 0.011–0.026 | |
| N | 1 | 330 | 690 | 1340 | IPR | 0.004–0.006 | 0.004–0.008 | 0.007–0.013 | 0.008–0.015 | 0.010–0.017 | 0.001–0.020 | 0.017–0.023 | 0.025–0.031 |
| 2 | 330 | 820 | 820 | IPR | 0.004–0.008 | 0.005–0.008 | 0.007–0.013 | 0.010–0.017 | 0.012–0.020 | 0.014–0.023 | 0.017–0.029 | 0.021–0.035 | |
| 3 | 330 | 590 | 1310 | IPR | 0.004–0.006 | 0.004–0.008 | 0.005–0.010 | 0.006–0.014 | 0.008–0.016 | 0.009–0.018 | 0.012–0.020 | 0.013–0.024 | |
| 4 | 200 | 560 | 820 | IPR | 0.003–0.006 | 0.005–0.007 | 0.007–0.013 | 0.008–0.014 | 0.009–0.015 | 0.013–0.018 | 0.015–0.019 | 0.023–0.030 | |
| S | 4 | 70 | 70 | 160 | IPR | 0.001–0.002 | 0.002–0.003 | 0.003–0.004 | 0.004–0.005 | 0.004–0.006 | 0.005–0.007 | 0.007–0.009 | 0.009–0.012 |
| | ||||||||||||
| 가공 속도 | Metric | ||||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 소재 그룹 | 최소 | 초기값 | 최대 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| K | 1 | 60 | 85 | 110 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 |
| 2 | 70 | 72 | 90 | mm/dev | 0,11–0,20 | 0,12–0,20 | 0,16–0,28 | 0,20–0,35 | 0,22–0,42 | 0,24–0,50 | 0,28–0,61 | 0,30–0,68 | |
| 3 | 50 | 51 | 70 | mm/dev | 0,09–0,18 | 0,10–0,18 | 0,14–0,26 | 0,18–0,33 | ,020–0,40 | 0,22–0,48 | 0,26–0,59 | 0,28–0,66 | |
| N | 1 | 100 | 210 | 410 | mm/dev | 0,09–0,15 | 0,10–0,20 | 0,18–0,33 | 0,20–0,38 | 0,25–0,43 | ,033–0,51 | 0,43–0,58 | 0,64–0,79 |
| 2 | 100 | 248 | 250 | mm/dev | 0,10–0,19 | 0,12–0,21 | 0,18–0,33 | 0,25–0,42 | 0,30–0,50 | 0,35–0,58 | 0,44–0,74 | 0,52–0,88 | |
| 4 | 60 | 173 | 250 | mm/dev | 0,08–0,15 | 0,13–0,18 | 0,18–0,33 | 0,20–0,36 | 0,23–0,38 | 0,33–0,46 | 0,38–0,48 | 0,58–0,76 | |
| S | 4 | 30 | 20 | 51 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,07–0,09 | 0,09–0,12 | 0,11–0,15 | 0,13–0,18 | 0,17–0,24 | 0,22–0,30 |
| 소재 그룹 |  |  | |||||||||||
| 소재 그룹 | 가공 속도 | Inch | |||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 최소 | 초기값 | 최대 | 1/8 0.125 | 3/16 0.188 | 1/4 0.250 | 5/16 0.313 | 3/8 0.375 | 1/2 0.500 | 5/8 0.625 | 3/4 0.750 | |||
| S | 4 | 70 | 100 | 160 | IPR | – | – | 0.001–0.003 | 0.001–0.003 | 0.001–0.003 | 0.003–0.006 | 0.003–0.006 | – |
| 소재 그룹 | | | |||||||||||
| 가공 속도 | Metric | ||||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 최소 | 초기값 | 최대 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 20 | 30 | 50 | mm/r | – | – | 0,03–0,08 | 0,03–0,08 | 0,03–0,08 | 0,08–0,15 | 0,08–0,15 | – |
| | ||||||||||||
| 가공 속도 | Metric | ||||||||||||
| 범위 | 직경별 권장 이송(f) | ||||||||||||
| 소재 그룹 | 최소 | 초기값 | 최대 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| S | 4 | 20 | 30 | 50 | mm/dev | – | – | 0,03–0,08 | 0,03–0,08 | 0,03–0,08 | 0,08–0,15 | 0,08–0,15 | – |
| 공차 • Inch | ||
| 공칭 사이즈 범위 | D1 공차 m7 | D 공차 h6 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 | |
| 공차 • Metric | ||
| 공칭 사이즈 범위 | D1 공차 m7 | D 공차 h6 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 | |
I have read and accepted the Terms & Conditions of use




ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?