정가
/개당
할인
가격
/개당
패키지로 판매 0최소 패키지 크기에 맞게 조정됩니다.
최소 수량: 0패키지 크기 요건을 충족하도록 조정됨.
재고 있음이 제품은 더 이상 사용할 수 없습니다.긴 배송기간




 램핑: 블랭크
램핑: 블랭크 슬로팅: 볼 노즈
슬로팅: 볼 노즈 사이드 밀링/숄더 밀링: 볼 노즈
사이드 밀링/숄더 밀링: 볼 노즈 3D 프로파일링
3D 프로파일링 섕크 — 원통형 일반
섕크 — 원통형 일반 포켓팅
포켓팅Downloaded file will be available after import in the {{cadTool}} tool library.
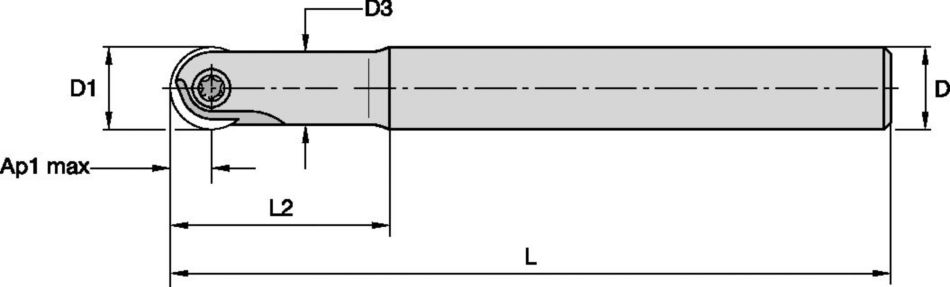
| 제품 번호 | 2878434 |
| ISO 카탈로그 ID | KDMB0500R512A050SN |
| ANSI 카탈로그 ID | KDMB0500R512A050SN |
| [D1] Effective Cutting Diameter | 12.7 mm |
| [D1] Effective Cutting Diameter | .5 in |
| [D] Adapter / Shank / Bore Diameter | 12.7 mm |
| [D] Adapter / Shank / Bore Diameter | .5 in |
| [D3] Neck Diameter | 10.49 mm |
| [D3] Neck Diameter | .413 in |
| [L] Overall Length | 130 mm |
| [L] Overall Length | 5.12 in |
| [L2] Head Length | 32 mm |
| [L2] Head Length | 1.26 in |
| [AP1MAX] 1st Maximum Cutting Depth | 6.35 mm |
| [AP1MAX] 1st Maximum Cutting Depth | .25 in |
| Number of Inserts | 1 |
| [Z] Number of Flutes | 2 |
| Coolant Supply | N |
| Maximum Ramping Angle | 3 |
| Max RPM | 40000 |
| Gage Insert | KDMB0500. |
| Weight Pounds | 0.22 |
램핑: 블랭크슬로팅: 볼 노즈사이드 밀링/숄더 밀링: 볼 노즈3D 프로파일링섕크 — 원통형 일반포켓팅이송 및 속도를 계산하려면 솔루션을 생성하세요.
솔루션 생성 후 이송 및 속도 아이콘을 선택하면 추천 값이 제공됩니다. 기계와 사양을 추가하여 사용자 정보를 지정하거나 슬라이더를 사용하여 조정할 수 있습니다.
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.125 | 0.050 | 0.025 | 0.013 |
| 0.250 | 0.250 | 0.200 | 0.150 | 0.109 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .006 | .008 | .015 | .004 | .006 | .011 | .004 | .005 | .010 | .004 | .005 | .009 | .004 | .005 | .009 | .E..LD |
| .E..GP | .006 | .008 | .015 | .004 | .006 | .011 | .004 | .005 | .010 | .004 | .005 | .009 | .004 | .005 | .009 | .E..GP |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.156 | 0.047 | 0.031 | 0.016 |
| 0.313 | 0.313 | 0.223 | 0.188 | 0.136 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.188 | 0.056 | 0.038 | 0.019 |
| 0.375 | 0.375 | 0.268 | 0.225 | 0.163 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.250 | 0.075 | 0.050 | 0.025 |
| 0.500 | 0.500 | 0.357 | 0.300 | 0.218 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.313 | 0.094 | 0.063 | 0.031 |
| 0.625 | 0.625 | 0.446 | 0.375 | 0.272 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.375 | 0.113 | 0.075 | 0.038 |
| 0.750 | 0.750 | 0.536 | 0.450 | 0.327 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.500 | 0.150 | 0.100 | 0.050 |
| 1.000 | 1.000 | 0.714 | 0.600 | 0.436 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
| 축방향 절삭깊이(ap)에서의 가공 직경(Dw) | ||||
| D1 max | 0.625 | 0.188 | 0.125 | 0.063 |
| 1.250 | 1.250 | 0.893 | 0.750 | 0.545 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| 경절삭 | 범용 | 중황삭 |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| 인서트 형상 | 반경 방향 절삭폭(ae) 비율에 따른 권장 초기 날당 이송(Fz) | 인서트 형상 | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| 소재 그룹 | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 1080 | 960 | 840 | 900 | 780 | 660 |
| 2 | – | – | – | – | – | – | 1020 | 900 | 780 | 780 | 660 | 540 | |
| 3 | – | – | – | – | – | – | 900 | 780 | 660 | 660 | 600 | 540 | |
| 4 | – | – | – | 1180 | 860 | 710 | 780 | 660 | 540 | 600 | 540 | 480 | |
| 5 | – | – | – | 1180 | 860 | 710 | 660 | 540 | 420 | 540 | 480 | 420 | |
| 6 | – | – | – | 1140 | 780 | 620 | 540 | 420 | 360 | 420 | 360 | 300 | |
| M | 1 | – | – | – | – | – | – | 1080 | 900 | 780 | 900 | 720 | 600 |
| 2 | – | – | – | – | – | – | 900 | 720 | 540 | 600 | 480 | 420 | |
| 3 | – | – | – | – | – | – | 720 | 600 | 480 | 480 | 420 | 360 | |
| K | 1 | 720 | 600 | 480 | – | – | – | 1440 | 1080 | 720 | – | – | – |
| 2 | 600 | 480 | 360 | – | – | – | 1080 | 840 | 600 | – | – | – | |
| 3 | 360 | 300 | 240 | – | – | – | 480 | 360 | 240 | – | – | – | |
| N | 1–2 | 1440 | 1080 | 720 | – | – | – | – | – | – | – | – | – |
| 3 | 960 | 720 | 600 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 300 | 230 | 160 | – | – | – | – | – | – | 260 | 200 | 170 | |
| H | 1 | – | – | – | 860 | 670 | 550 | 550 | 400 | 310 | – | – | – |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 |  | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | – | – | – | – |
| K3 | .E..GP | KC515M | – | – | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
| 소재 그룹 | 경절삭 | 범용 | 중황삭 | |||
| – | (경절삭용 형상) | – | (중절삭용 형상) | |||
| – | 내마모성 | | 인성 | |||
| – | 형상 | 재종 | 형상 | 재종 | 형상 | 재종 |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | – | – | – | – |
| K3 | .E..GP | KC515M | – | – | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | ||
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
I have read and accepted the Terms & Conditions of use











ISO 카탈로그 번호
ANSI 카탈로그 번호
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO 카탈로그 번호 | 등급 |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?